





武汉*堆取料机价格/*格雷母线哪家好/武汉索尔德测控技术有限公司
目前,我国的散货(矿石、煤等)料场主要采取斗轮式取料机进行取料作业,尤其是在大型散货码头,原料的大量需求造就了巨型的堆场,这就要求有一定数量的取料设备来进行生产,同时需配备相应数量的操作司机来驾驶这些设备。因此,如何提高取料效率、改善作业环境、降低劳动强度,降低人工成本、减少人工干预造成的效率降低就成了所有大型散货码头面临的共同课题。
散货取料装船流程的*低,是直接制约港口装船疏港效率的主要环节,智能化取料研究与应用,就是针对取料机现有的作业模式和取料工艺进行研究,通过对取料机PLC程序及上位机软件进行合理优化和二次开发,并借助*的设备和技术手段以实现取料机机智能化提高的同时,提高作业效率,并兼顾人力成本的节省。
本项目具有以下现实意义:
改善劳动环境和降低劳动强度
减少人为因素的影响和人力投入
提高堆、取料机的自动化作业程度并稳定生产运行
提高码头整体智能化作业管理水平
保持行业技术*性。
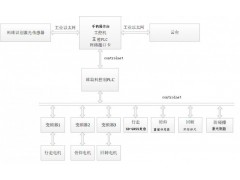
对与单机全自动系统而言,全自动化的硬件控制设备都在堆取料机中,主要包括PLC、激光料堆扫描,实时大机行走定位,俯仰角测量,旋臂角度测量各类辅助装置等;
料堆扫描装置完成料堆原始三维数据及预处理,通过处理后的数据形成实时的模型;根据对取料机控制策略,完成斗轮堆取料机自动作业;堆取料机异常状态检测,防止碰撞、过载等异常情况的发生;控制中心设置人工干预装置如手柄操作盘等,当堆取料机工作出现异常时,可以进行人工干预,主要包括停机,暂停堆取料、大车后退、大臂旋转等操作;单机PLC作为控制中心,需根据主控PLC传送过来的堆取料任务的范围,实现堆取料的逻辑控制及其操作的实现。采用PLC控制系统,变频调速,辅助检测设备(料堆扫描仪、位置检测装置、工控机,皮带检测,摄像头装置等)来实现堆取料机的自动控制;
堆取料自动控制中采用现场ControlNet,总线和工业以太网总线方式进行数据交换;
三维数据采集模块。负责堆取料机的实时位置信息的采集、激光扫描装置的实时数据的采集,并将采集来的数据进行初步处理,形成料堆表面的三维点云数据。
(2)三维数据计算模块。负责接三维采集模块形成的点云数据,根据点云数据重构料堆的三维模型数据库等。
(3)三维数据接口模块。负责三维数据计算模块与计算机主控程序间的通信。
(4)计算机主控模块。负责自动堆取料全过程中的控制,包括根据作业任务生产控制指令,堆取料过程中的控制与修正,取料切入点的计算,大车寸动,取料效率的提高等。
(5)主控PLC数据通信模块。负责PLC控制系统的定时,事件触发,请求等数据通信。
(6)激光扫描仪控制模块。负责驱动激光扫描仪的转动,远程配置等。
(7)堆取料机的PLC控制模块。负责接收作业任务,并根据作业任务自动完成堆取料作业,包括堆取料机的自动对位,堆取料过程中的大车寸动,取料过程中的切入点的控制,恒流量控制,软、硬件防碰撞控制,人工远程干预的实现等。
(8)人机操作界面软件。直观可视的操作界面,包含了针对作业大机的各项参数显示栏以及可控制和修改实际作业流程的具体按键。操作员可以通过画面上的实时数据显示和操作按键,在中控室里进行远程监测和控制现场的堆料作业,也是实现自动化取料的人机交互系统。
(9)防碰撞模型软件。用于在中控室3D实时显现单机的工作状态信息,包括单机的在堆场的位置信息,悬臂的方位信息,悬臂的俯仰角度信息;其中单机之间有碰撞危险时发出警报; 还可以设定保护值,当单机之间距离接近保护值,给主控PLC发出停机信号;
本系统中斗轮堆取料机 单机全自动化系统工作过程如下: 首先是工作人员下达任务单, 控制中心的工业控制机 (IPC )的中控处理单元对任务单进行处理,分析出是堆料或取料工作,并计算出的堆、取料的坐标范围 ;IPC将堆取料的工作方式及其范围坐标等数据传输至主控 PLC中, PLC 根据是堆料或取料工作采取不同的控制策略。
堆取料机在自动取料或堆料过程中都需要确定自身的实时位置 ,主要包括斗轮堆取料机的悬臂回转、悬臂俯仰与大车行走等三大运转机构 。这三大运转机构的准确定位关系着自动堆取料中的落料点与切入点的控制以及料堆的三维识别。
1.取料全自动化
堆料作业中首先是对料堆的三维识别 , 料堆的三维识别通过激光扫描仪的方法来 实现 。扫描仪在获取料堆的原始三维数据后,需对料堆表面的三维数据进行滤除噪声点、数据精简等预处理, 预处理的数据可以用来进行料堆的三维建模,同时也可知道自动取料所需的坐标数据。
PLC 控制系统根据料堆三维识别中得到的取料起始坐标与SOLD-GNSS定位装置 , 控制斗轮堆取料机及其斗轮移动到取料初始位置,也即实现了
码头智能取料技术研究与应用实施后,明显提升港口设备自动化、信息化水平,为全面建设数字化港口奠定基础,减少人工干预,提高调度指挥效率,同时可有效降低人工成本,改善工作环境,提升安全水平,使各班组作业效率均接近或达到目前平均水平。
1) 以每艘待载船舶有五个货舱计,每个货舱上料两轮,每个舱每次上料时调度指令由下发到执行需2分钟计,则一条船舶所需此类时间为20分
索尔德测控技术|||武汉*堆取料机价格/*格雷母线哪家好/武汉索尔德测控技术有限公司
武汉*堆取料机价格/*格雷母线哪家好/武汉索尔德测控技术