- 公司名称:河南省巨强封头制造有限公司
- 联系人:荆经理
- 手机:15837308387
- 公司地址:河南新乡经济开发区青龙路3公里处
椭圆封头

- 产品名称:锅炉椭圆封头报价_不锈钢椭圆封头相关-河南省巨强封头制造有限公司
- 产品价格:面议
- 产品数量:100
- 保质/修期:1
- 保质/修期单位:日
- 更新日期:2021-06-22
产品说明
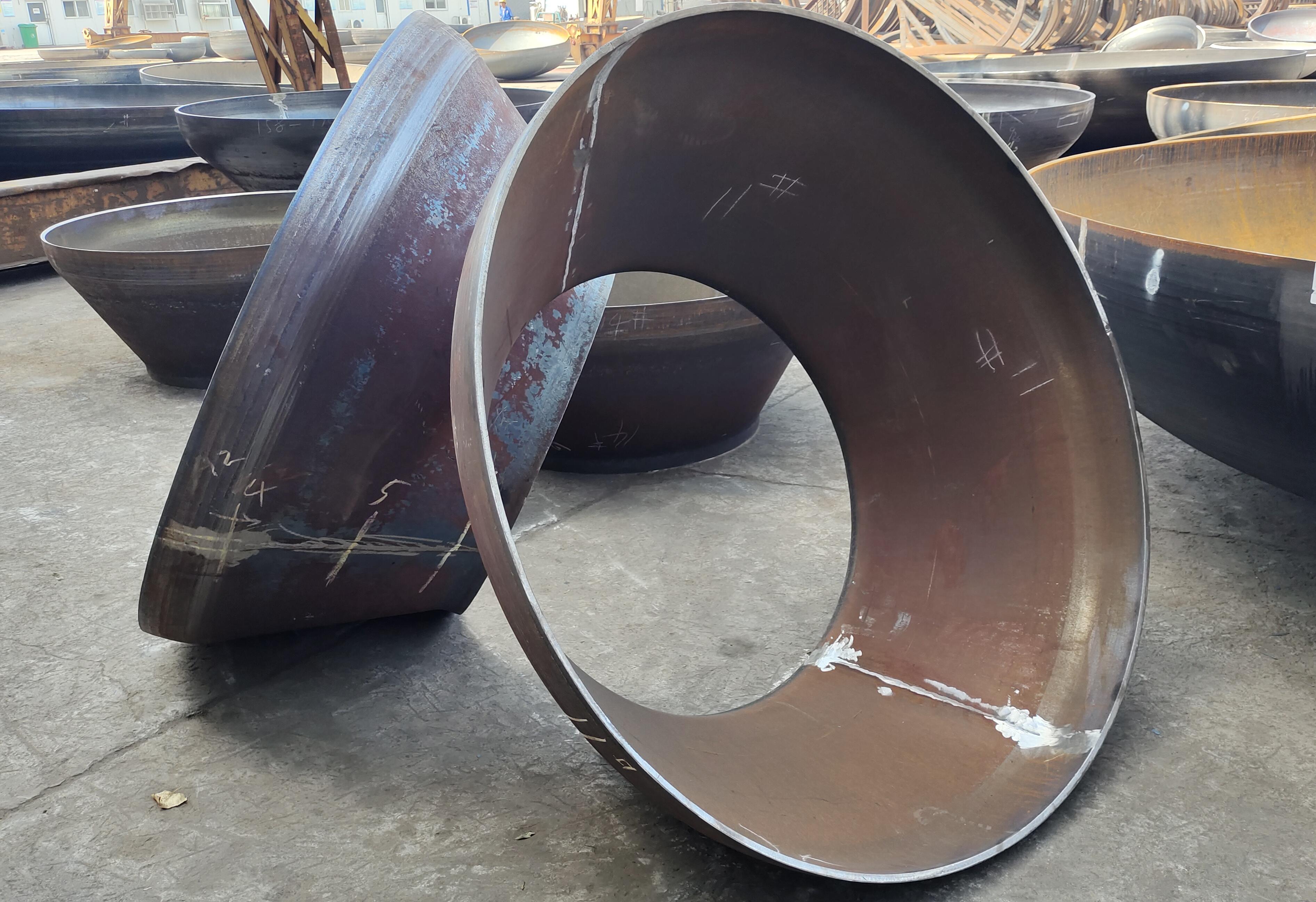
椭圆封头又名为椭圆形封头、椭圆封头即为由旋转椭圆球面和圆筒形直段两部分组成的封头其作用就是管道到头了,不准备现延伸了,就用封头焊到管子上,做为一个末端来使用!用在压力容器上,上下各有一个封头,中间是一个直管段,做为压力容器的罐子用。旋转椭圆球面母线的长、短轴之比为0的椭圆形封头,习惯上称为标准椭圆形封头!椭圆封头的力学性能仅次于半球封头,但优于碟形封头!由于椭圆封头的深度介于半球形和碟形封头之间,对冲压设备及模具的要求、制造难度亦介于两者之间,即比半球封头容易,比碟形封头困难!
封头的选取及其加工工艺封头的选取需要考虑多方面的因素,首先是用户要求,其次是化工工艺要求,固体工质的立式容器多选用锥形封头,利于工质的流动排出!液态工质多选用椭圆封头或球形封头搅拌压力容器要根据浆叶的形状和工质的流动!形式来确定封头的形状。还要依据压力而定,中低压的压力容器多选用椭圆封头;高压和超高压的压力容器多选用球形封头!当然,也得从考虑受力情况分析确定!如在椭圆封头的应力过渡区上开较大的开孔时,而局部的应力过大,也可考虑用球形封头!
在焊接作业中,应根据压力容器和大型零件的焊接条件和焊接数量,预先分析焊接产生的变形尺寸和形状,并制定相应的控制措施!对于多梁大型压力容器,不锈钢封头焊接前必须完成组装,然后对称焊接,并遵守要求的焊接顺序!椭圆封头在进行使用的过程中,有效的测量封头的外周长,若进行筒体加工,请向生产工厂询问预定封头外周长的尺寸,请将封头外周长4等分,并在筒体和封头上做好标记!应对环向应力在时,封头过渡区将开始出现压应力,若长短轴比值继续增大,封头过渡区边缘的压应力值将迅速增大,即封头越浅,封头边缘的压应力值越高,所以将封头长短轴比值限制在6以内较为合理。

焦作耐腐蚀异型压制件加工_各种铸造价格-河南省巨强封头制造有限公司
锅炉椭圆封头报价
新乡半球形封头生产厂家_椭圆封头相关-河南省巨强封头制造有限公司

新乡粉尘罐U形圈_u形游泳圈 圆形圈相关-河南省巨强封头制造有限公司
还有一种很少发生的情况,是受安装位置的限制,必须采用某种封头形式!不同类型的封头其制作加工方式是由区别的,以蝶形封头来说,先是切割下料片,得到顶圆板、圆弧形瓣片和圆环形瓣片;瓣片成型;制作圆弧形瓣片和圆环形瓣片的焊接坡口,组装焊接,在圆弧形瓣片母线和封头顶点之问做圆润曲线制作项圆板的加工模具,顶圆板在加工模具下压鼓成型,加工焊接坡口,焊接顶圆板和圆弧形瓣片、空炉温度升至400℃,蝶形封头入炉,升温到625±25℃,保温,降温至400摄氏度后出炉,自然冷却;,酸洗液均匀涂满封头外表面,然后用清水冲洗干净!
包装编辑木箱或者木排子.以缠绕膜或者编织条包装!保养编辑水压试验用水氯离子含量不得大于25mg/L,试验后要及时吹干。不锈钢酸洗不能用yansuan等还原酸。严格遵守《容规》规定的介质相容性防止不锈钢椭圆封头表面的磕碰划伤。防止与碳素钢直接接触,避免铁离子污染!不在露天存放,防雨淋.避免强制组焊。结构设计要防止拘束应力过大!椭圆封头与筒体组焊后,要及时清理焊缝、热影响区及周围的焊渣、飞溅、污染物,并进行PT检查和表面酸洗。
其作用是。管道到头了,不准备现延伸了,用封头焊到管子上,做为一个末端来使用!或者是用在压力容器上,上下各有一个封头,中间是一个直管段,做为压力容器的罐子用!由于椭圆形封头的深度介于半球形和碟形封头之间,对冲压设备及模具的要求、制造难度亦介于两者之间,即比半球形封头容易,比碟形封头困难。椭圆形封头因综合性能较好,被广泛用于中低压容器!近年来由于采用旋压制遣工艺,为制造大直径椭圆形封头带来了方便!椭圆封头在焊接过程中必须严格执行工艺要求。
椭圆头螺栓哪里有生产厂家?
首先你得看你自己想要什么样的螺栓螺母了,如果你就是家装,用的要求规格也不高的,就去门口五金店看看,如果你用的要求比较高,量也大,工程用那就去永年那边看看,门市多,厂家多,样式规格型号材质应有具有。
你要什么规格的?如果要的规格比较杂的话,不建议去销售点直接去厂家会比较好,在邯郸有个永年河北铺标准件产业城,那儿的厂家很多如果离得不远的话可以去看看!
你要什么规格的?如果要的规格比较杂的话,不建议去销售点直接去厂家会比较好,在邯郸有个永年河北铺标准件产业城,那儿的厂家很多如果离得不远的话可以去看看!
高压封头密封性怎么样?
平时在使用不锈钢封头期间工作人员也需要注意几个问题,首先在安装封头之前,要先确定好封头的尺寸,为了保证封头的安装达到安装需求,需要测量封头的外周长,而不要测量其他区域,如果封头是通过简体加工程序完成制作生产的,工作人员就需要询问厂家关于封头的外周长尺寸是如何制定的。另外在安装之前,工作人员还应该将封头的外周长进行四等分,并在区域内做好标记。
当椭圆封头在作业过程中,对其功率操控的要求是非常高的,一旦有失误的话会使得封头没有办法正常的作业,功能也得不到好的发挥。而随着科技的发展,这个问题已经被很好的解决了,那就是智能化操控系统在封头中的运用。在椭圆封头出于怠速工况时,油门电位器可滑润地将传动体系和液压体系的功率损耗调低;当液压泵出口压力低于设定的较小压力时,压力继电器输出开关信号并反馈给操控器;操控器接到信号后就可以作出做直接的动作,将...
当椭圆封头在作业过程中,对其功率操控的要求是非常高的,一旦有失误的话会使得封头没有办法正常的作业,功能也得不到好的发挥。而随着科技的发展,这个问题已经被很好的解决了,那就是智能化操控系统在封头中的运用。在椭圆封头出于怠速工况时,油门电位器可滑润地将传动体系和液压体系的功率损耗调低;当液压泵出口压力低于设定的较小压力时,压力继电器输出开关信号并反馈给操控器;操控器接到信号后就可以作出做直接的动作,将液压泵的排量调到小。也就是说,椭圆封头智能操控系统的核心部件就是处理器,通过其中程序的改变整个操控就可以发生改变。
冲压封头,可以利用封头外表面直边段存在的拉痕,划出封头直边的高度,并将其作为齐边线对照着进行加工。采用这种工艺形式划出的齐边线切出的封头边口实际是一条椭圆轨迹,容易导致偏角的产生;另外,齐边线在封头外表面划出,就只好从封头的外面向里面切割,切割质量也会因此受影响。
当椭圆封头在作业过程中,对其功率操控的要求是非常高的,一旦有失误的话会使得封头没有办法正常的作业,功能也得不到好的发挥。而随着科技的发展,这个问题已经被很好的解决了,那就是智能化操控系统在封头中的运用。在椭圆封头出于怠速工况时,油门电位器可滑润地将传动体系和液压体系的功率损耗调低;当液压泵出口压力低于设定的较小压力时,压力继电器输出开关信号并反馈给操控器;操控器接到信号后就可以作出做直接的动作,将...
当椭圆封头在作业过程中,对其功率操控的要求是非常高的,一旦有失误的话会使得封头没有办法正常的作业,功能也得不到好的发挥。而随着科技的发展,这个问题已经被很好的解决了,那就是智能化操控系统在封头中的运用。在椭圆封头出于怠速工况时,油门电位器可滑润地将传动体系和液压体系的功率损耗调低;当液压泵出口压力低于设定的较小压力时,压力继电器输出开关信号并反馈给操控器;操控器接到信号后就可以作出做直接的动作,将液压泵的排量调到小。也就是说,椭圆封头智能操控系统的核心部件就是处理器,通过其中程序的改变整个操控就可以发生改变。
冲压封头,可以利用封头外表面直边段存在的拉痕,划出封头直边的高度,并将其作为齐边线对照着进行加工。采用这种工艺形式划出的齐边线切出的封头边口实际是一条椭圆轨迹,容易导致偏角的产生;另外,齐边线在封头外表面划出,就只好从封头的外面向里面切割,切割质量也会因此受影响。
供应商信息