- 公司名称:河南省巨强封头制造有限公司
- 联系人:荆经理
- 手机:15837308387
- 公司地址:河南新乡经济开发区青龙路3公里处
封头
- 您当前的位置:
- 首页>
- 产品中心 >封头 >天津粉尘罐封头报价_标准封头相关-河南省巨强封头制造有限公司



- 产品名称:天津粉尘罐封头报价_标准封头相关-河南省巨强封头制造有限公司
- 产品价格:10.00
- 产品数量:1000
- 保质/修期:1
- 保质/修期单位:月
- 更新日期:2021-06-22
产品说明
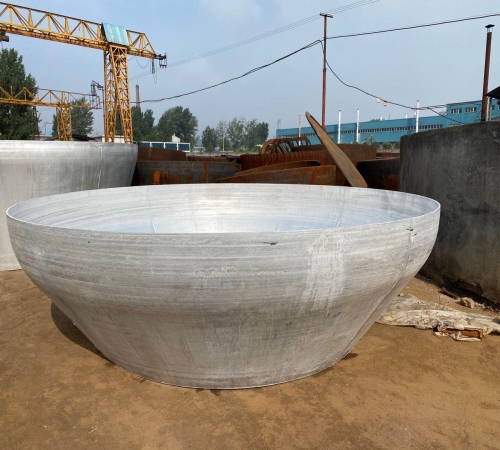
近年来由于采用旋压制造工艺,为制造大直径椭圆形封头带来了方便。椭圆封头因综合性能较好,被广泛用于中低压容器!封头是指用以封闭容器端部使其内外介质隔离的元件,又称端盖!圆筒形容器的封头一般都是迥转壳体。按封头表面的形状可分为凸形、锥形、平板形和组合形.凸形封头是指外表面形状为凸面的封头,如半球形、椭圆形、碟形和无折边球形封头等。有的气瓶采用凸面向内的组合形底封头,既可保证强度,又能满足安全使用的需求。

焦作碳钢封头价格_标准封头尺寸相关-河南省巨强封头制造有限公司
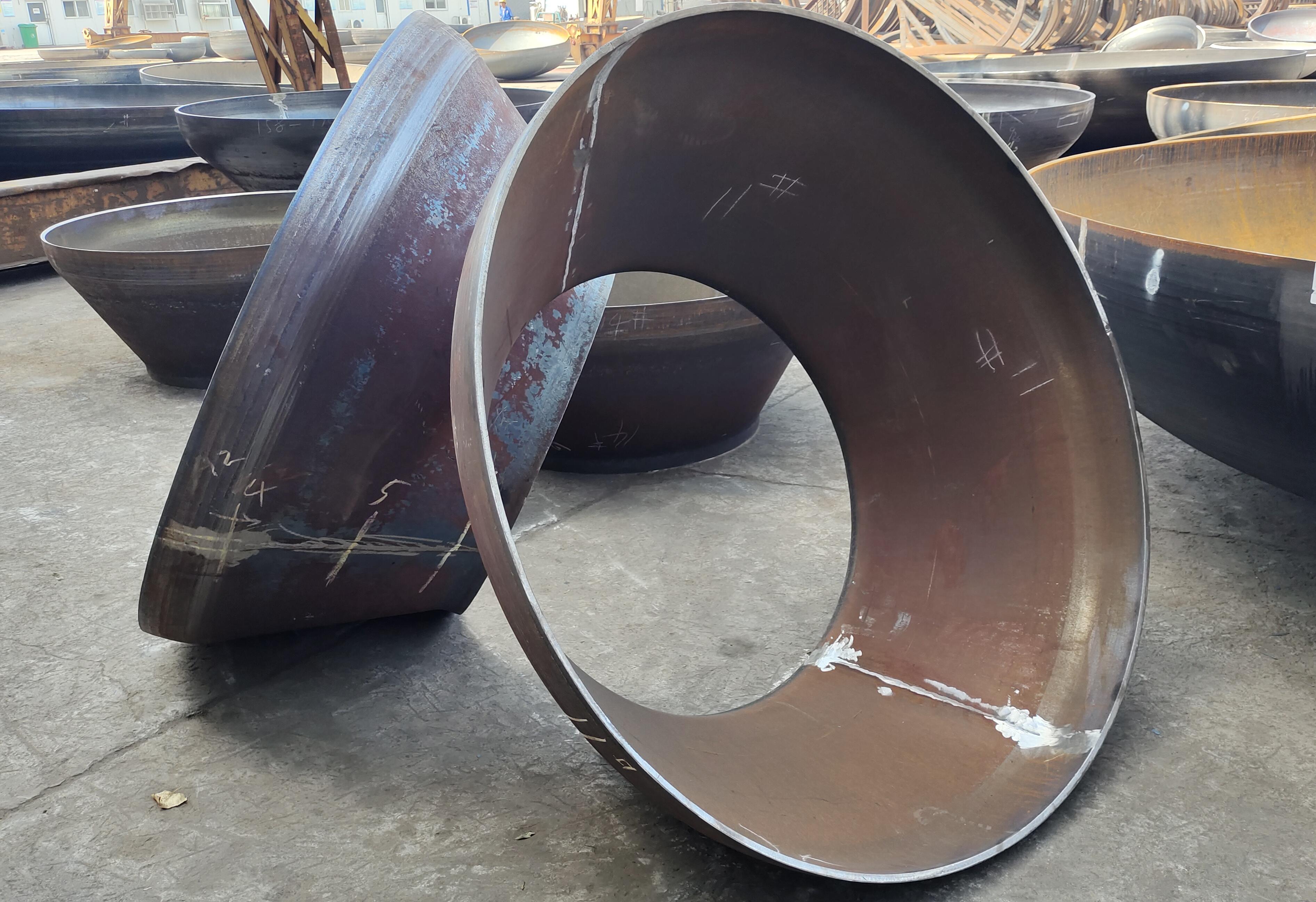
椭圆封头又名为椭圆形封头、椭圆封头即为由旋转椭圆球面和圆筒形直段两部分组成的封头!其作用就是管道到头了,不准备现延伸了,就用封头焊到管子上,做为一个末端来使用!用在压力容器上,上下各有一个封头,中间是一个直管段,做为压力容器的罐子用!旋转椭圆球面母线的长、短轴之比为0的椭圆形封头,习惯上称为标准椭圆形封头.椭圆封头的力学性能仅次于半球封头,但优于碟形封头!由于椭圆封头的深度介于半球形和碟形封头之间,对冲压设备及模具的要求、制造难度亦介于两者之间,即比半球封头容易,比碟形封头困难.
天津粉尘罐封头报价
5!如要求封头成形厚度不得小于名义厚度δn减钢板负偏差C1,则投料厚度:δs=δn+C1+C3+△2=8+0+5+0!5=10mm,而成形后的较小厚度为5mm.如采用封头成形厚度不小于设计厚度δd(应取δe值),则投料厚度:δs=δd(δe)+C3+△2=8mm,而成形后的小厚度为5mm、且大于有效厚度δe、更大于设计厚度δd和计算厚度δ.从以上可看出,两种不同要求,使该封头的投料厚度有2mm之差,而重量相差有300kg之多!
碳钢封头定制_半球形封头相关-河南省巨强封头制造有限公司
厚度定义GB150及有关封头标准的厚度定义不甚合理,主要体现在容器和封头成形后的厚度要求上,对凸形封头和热卷筒的成形厚度要求不得小于名义厚度减钢板负偏差(δn-C1),由此可能导致设计和制造两次在设计厚度的基础上增加厚度以保证成形厚度!为此,曾经提出了小成形厚度的概念:"热卷圆筒或凸形封头加工成形后需保证的厚度,其值不小于设计厚度"!也就是说设计者应在图纸上标注名义厚度和小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量.
封头的品质直接关系到压力容器的长期安全可靠运行.材料分析容器内径Di=4000mm、计算压力Pc=0。4MPa、设计温度t=50℃、封头为标准椭圆形封头、材料为16MnR(设计温度才材料许用应力为170MPa)、钢材负偏差不大于0。25mm且不超过名义厚度的6%、腐蚀裕量C2=1mm、封头拼焊的焊接接头系数?=1!求椭圆封头的计算厚度、设计厚度和名义厚度!KpDi计算厚度δ=----------------=73mm2[σ]tΦ-0!
耐高温封头售后服务好不好?
不锈钢封头在加工的过程中,会出现热效力的主要原因是因为,其在加工的过程中出现冷却不均匀的现象而导致的,而且不仅仅是产生热效力这么简单,这种情况的出现还会导封头中不锈钢的成分受到相应的影响,所以如果想要明确的保证不锈钢封头的质量,以及性能的话,就需要在加工的过程中,对不锈钢封头发每个方面进行有效的控制,尽量的将所产生的热效力,以及本身所存在的组织力得到相应的抵消
封头的拼接位置拼接的距离应有要求,为大于3δ,且不小于100mm(焊接热影响区是个高应力区,并且在该区的化学成分会有烧损。所以要避开高应力区,该区域与厚度有关。根据实践经验,应力衰减长度为大于3δ,且不小于100mm)。但制冷设备很难达到这一要求,有其特殊性。碟形封头的r处避免拼接,会减薄、高应力。拼接时焊缝方向要求只允许是径向和环向。以后大型封头可能会取消此要求。
钛封头应该尽量采用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超过800度。冷成形后的热校形温度为100-350度。热成形温度在600度之上时,工作表面应该采用耐高温涂料或者其他的防护措施以防止表面氧化污染;热成形温度为500-600度时,由封头制造单位依据情况确定是否需要表面高温的防护。必要时应留有清理封头表面氧化层的含量。
封头的拼接位置拼接的距离应有要求,为大于3δ,且不小于100mm(焊接热影响区是个高应力区,并且在该区的化学成分会有烧损。所以要避开高应力区,该区域与厚度有关。根据实践经验,应力衰减长度为大于3δ,且不小于100mm)。但制冷设备很难达到这一要求,有其特殊性。碟形封头的r处避免拼接,会减薄、高应力。拼接时焊缝方向要求只允许是径向和环向。以后大型封头可能会取消此要求。
钛封头应该尽量采用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超过800度。冷成形后的热校形温度为100-350度。热成形温度在600度之上时,工作表面应该采用耐高温涂料或者其他的防护措施以防止表面氧化污染;热成形温度为500-600度时,由封头制造单位依据情况确定是否需要表面高温的防护。必要时应留有清理封头表面氧化层的含量。
传感器9置于机器人正后方的光电码盘,用于计里程,借助于鼠标原理,选用直径为2.6 cm的塑料小轮自制光电码盘,经过打磨使其周长为8 cm,再在该小轮上打等距离的8个孔,如图5所示。最小测距精度可达到1 cm,足以满足要求,两侧装上光电传感器,将其安装在车尾,使之与车的行驶同步。就实际情况自制出来的各个孔之间的距离无法精确相等,但经过具体测量该光电码盘,能保证行驶50 cm产生50个脉冲,于是采用其作为计算距离的基准单位。在直道区,可由该电路产生的脉冲数,计算出铁片中心线至起跑线间的距离。
供应商信息