欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
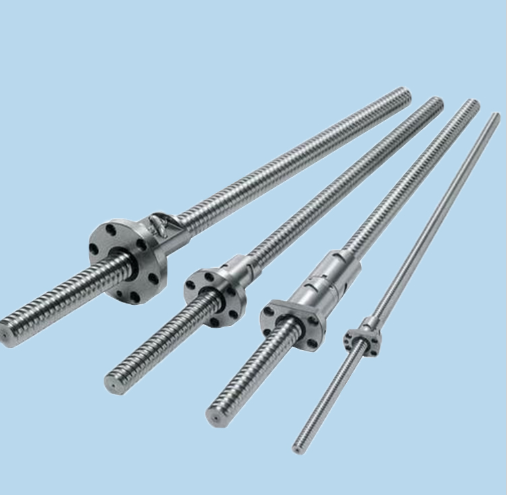
梯形丝杆


- 产品名称:河北滚扎梯形丝杆规格_切削机床丝杆螺母-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-28
产品说明
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高。以满足高要求客户的需求为目的。产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证。我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺。根据产品本身的特性和数量来选择不同的生产工艺。丝杆直径从6-150mm都有生产,生产长度可以达到10米.

成都铁路丝杆_滚珠丝丝杆相关-佛山市畅馨精工科技有限公司
我们的质量方针是:质量,顾客至上,持续改进,发展.轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)。
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%。螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性。滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工!把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化.同批产品尺寸一致性,互换性好,便于成批量装配.
河北滚扎梯形丝杆规格

北京蜗轮蜗杆规格_蜗轮蜗杆加工相关-佛山市畅馨精工科技有限公司

江西旋风铣梯形丝杆加工_梯形丝杆 精密相关-佛山市畅馨精工科技有限公司
生产效率高,供货周期短,可为用户提供随用随买,十分便捷的销售模式,为实现专业化生产的五个目标,T、Q、C、S、E创造有利条件.节能省材,材料利用率可达80-90%!产品的机械性能和寿命主要取决于材料的(化学成份、性模量等)硬度硬化深度,内部组织致密度!滚轧螺纹的齿形是在高强压力下平轧成形,因而其金属组织更致密,而且金属纤维又是沿着齿面轮廓出现纤维流线连续分布,从而使得齿根周围的结构变得很紧密,因此材料的机械强度疲劳强度可大大提高,抗拉强度提高20-30%,硬度也显著提高,齿面加工硬化后硬度超过250HV,然后实施镜面抛光。
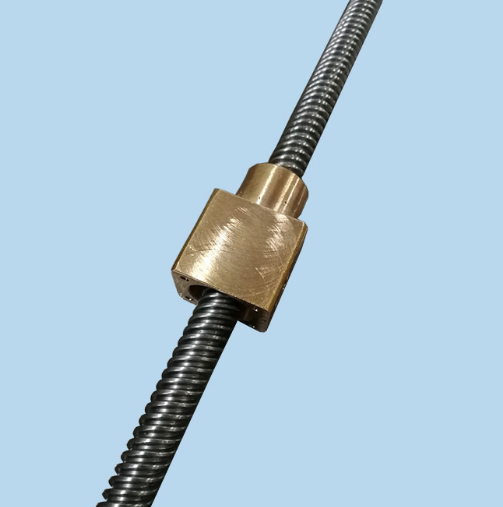
工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格!结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装。设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装.提供一个有效的成本解决方法.使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因!根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间。 在核电领域,他们的供货量在全球排名第二,法国有70多座核电站使用他们的产品。他们的管理十分到位,公司的零件加工记录单随零件一起流转,生产场地整齐、整洁,两条装配流水线在有序地工作。他们丝杆加工采用滚压的方式,效率高,零件表面光洁度高。加工后的零件清洁处理及时,工位器具应用得当,如每根轴上套一个塑料袋,很简单,但却很实用,避免了零件之间的碰撞划伤。零件的涂装方式与国内差不多,但由于毛坯本身光滑平整及油漆的质量过硬,喷漆以后的产品,外观效果和质量相当好。
供应商信息