- 公司名称:河南省巨强封头制造有限公司
- 联系人:荆经理
- 手机:15837308387
- 公司地址:河南新乡经济开发区青龙路3公里处
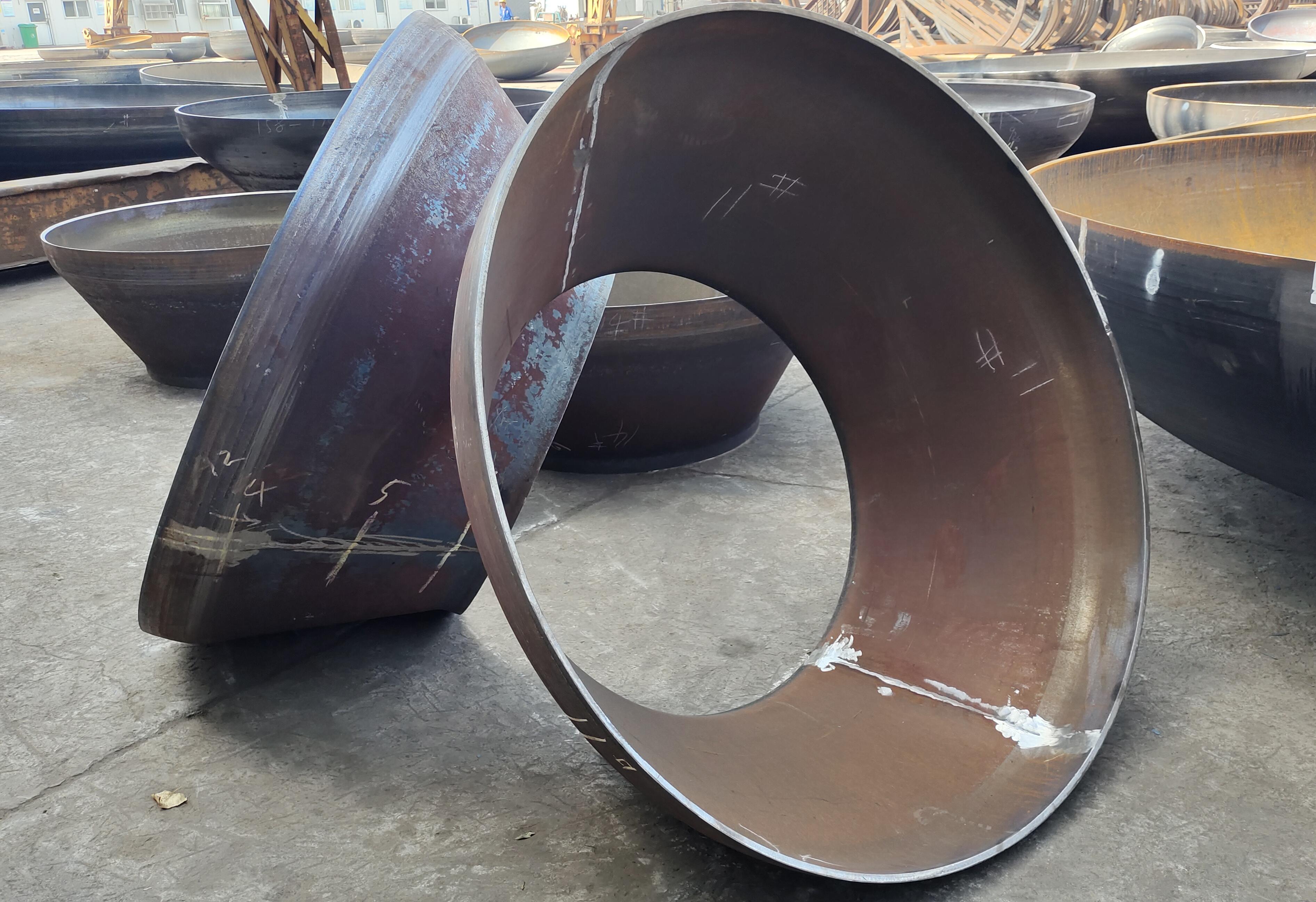
波纹炉胆
- 您当前的位置:
- 首页>
- 产品中心 >波纹炉胆 >波纹炉胆多少钱_波纹炉胆下料相关-河南省巨强封头制造有限公司

- 产品名称:波纹炉胆多少钱_波纹炉胆下料相关-河南省巨强封头制造有限公司
- 产品价格:100.00
- 产品数量:1000
- 保质/修期:1
- 保质/修期单位:月
- 更新日期:2021-06-17
产品说明
本实用新型所述炉胆为一侧面具有由三段相切的圆弧组成的正弦半波形的圆筒,相临两个正弦半波的距离不大于250mm,邻近炉胆口的正弦半波至邻近的炉胆口的距离不大于125mm,正弦半波的数量为3或4个.本实用新型设置多个凹槽和凸起可以有效地减小炉胆受热时的应力,本实用新型结构简单,凹槽或凸起为3或4个时,热应力下降幅度较大,相对于平炉胆时热应力下降了30!14%363%,同时制造相对更容易,成本较低。本实用新型适用于锅壳式燃油燃气锅炉。
炉胆的波形数目影响着热应力与应力集中的大小和炉胆的加工工艺!炉胆成形工艺编辑国内锅炉制造厂对波形炉胆的制造工艺,根据各厂的设备情况和工艺技术水平,分别采用:在压力机上热压成形工艺在车床上热旋压成形工艺[2]在三辊式机床卷制成形工艺在专业设备上冷压成形工艺!旋压成形工艺圆筒体的卷制按炉胆设计要求的直径卷制筒体,然后焊接、校圆。旋压成形在初步合格的圆筒体装在旋压机上,由电动机经减速箱带动卡盘及圆筒体缓慢旋转,在旋转的同时,用柴油火焰把要加工的部位加热到600℃以上时,开启压缩空气把符合波形炉胆波浪形状的滚动挤压凸模向圆筒体挤压.
边旋转,先挤压,直到达到波浪形状的要求为止!退火消除应力波形炉胆在焊接和旋压过程中,产生了较大的残余应力,必须消除才能与前管板和后烟室组焊!消除残余应力的方法主要是去应力退火!新成形工艺成形工艺包括:前期准备、卷筒、焊接、热处理、冷成形!波形炉胆采用旋压成形工艺,焊缝质量高,圆筒体尺寸标准,波浪形状易于控制!大多数锅炉厂均采用此方法!旋压设备都是自制的工装设备,没有标准化,各种操作仍采取手工的方式一种用于锅壳式燃油燃气锅炉的波纹型炉胆,它涉及一种锅炉炉胆,本实用新型以解决由于炉膛热强度高,热胀冷缩引起的炉胆热应力大的问题。
波纹炉胆多少钱
河北耐高温波纹炉胆加工_波纹炉胆卷板机相关-河南省巨强封头制造有限公司
采用本方法进行加工锅炉的波形炉胆,不但提高了加工效率,同时提高了加工精度,降低了波形炉胆的加工成本!一种锅炉波形炉胆热压模具,包括其成形上模和成形下模,其特征在于:所述成形上模上表面为平面,其下表面的加工面为圆弧面,在该圆弧面中部有波纹;所述成形下模下表面为平面,其上表面的加工面为圆弧面,在该圆弧面的中部有波纹;所述成形上模与成形下模的加工面相吻合。本实用新型通过上下成形模具来加工波形炉胆,不但提高了加工效率,同时提高了加工精度,还降低了波形炉胆的加工成本.
燃料在炉胆内微正压燃烧,高温烟气沿炉胆向后经回燃室转折180°进入烟道管束,经压迫式前烟箱再转折180°进入第二管束,经过对流换热后排入大气!波形炉胆:燃烧室采用全波纹炉胆结构,既强化了烟气的扰动,又增大了辐射传热面积;既增加了炉胆的刚度,又有效的减弱了炉胆的膨胀应力;既增强传热效果,又促进了燃料在炉膛内的燃烧。烟管与管板的焊接工艺:采用先预胀再全焊,然后再胀接的工艺,既防止了管间隙腐蚀,又增强了焊接强度;采用高传热系数的螺纹烟管,强化对流传热效果,降低排烟温度,提高锅炉的热效率!
如果您看到这段话,说明您对我们波纹炉胆感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。经理等待着您的每一次致电:13949614996 让河南省巨强封头制造有限公司为您服务, 我们在河南新乡经济开发区青龙路3公里处这里等您。
波形炉胆是燃油锅炉的重要部件,该部件直接受到高温火焰的辐射和高温烟气的冲刷波纹炉胆编辑波形结构作为弹性元件,大约已有一百余年的历史,它主要用于液压、气压敏感元件及热膨胀缓冲部件,在锅炉生产中用于制作波形炉胆!波形炉胆是燃油锅炉的重要部件,该部件直接受到高温火焰的辐射和高温烟气的冲刷.利用波形炉胆的轴向伸缩变形,可减轻锅壳、管板和炉胆本身产生的热应力,更为重要的是减轻炉胆伸长在炉胆与管板连接处所造成的应力集中。
银川要买波纹补偿器去哪里?
波纹补偿器生产厂家,波纹补偿器型号,专业的补偿器生产厂家可以选择银川丰硕管道设备有限公司
浏览器翻动的时候出现波纹。怎么办?
此方案适用XPVISTAWIN7系统
【问题描述】:
重装显卡驱动【简易步骤】:
下载【驱动人生】—更新显卡设备驱动—重启计算机【解决方案:】:
1。
打开【360安全卫士】—【软件管家】。(如图1)
图12。 打开【360软件管家】在【搜索栏】中输入【驱动人生】进行搜索,点击下载,完成后点击安装键,按照提示完成安装。(如图2,3)
图2
图3
3。
运行【驱动人生】选择【推荐驱动】,在下面的列表中找到【显卡】(其它设备,就点击相应设备即可)将前面的框框打【√】,然后点击【一键更新】,驱动更新完成后按照提示点击立即重启,电脑重启后驱动更新完成。(如图4,5)
图4
图5。
【问题描述】:
重装显卡驱动【简易步骤】:
下载【驱动人生】—更新显卡设备驱动—重启计算机【解决方案:】:
1。
打开【360安全卫士】—【软件管家】。(如图1)
图12。 打开【360软件管家】在【搜索栏】中输入【驱动人生】进行搜索,点击下载,完成后点击安装键,按照提示完成安装。(如图2,3)
图2
图3
3。
运行【驱动人生】选择【推荐驱动】,在下面的列表中找到【显卡】(其它设备,就点击相应设备即可)将前面的框框打【√】,然后点击【一键更新】,驱动更新完成后按照提示点击立即重启,电脑重启后驱动更新完成。(如图4,5)
图4
图5。
控制系统通过传感器获取机器人运行位置信息,利用单片机对其进行读取和计算,由数字PID方式得到控制信号并输出至驱动器件,实时调整电机转速。PID控制基本流程如图6所示,其中比例项P为读取位置与给定位置的偏差;积分项I为P值的累加;微分项D为相邻P值之差;Kp、Ki、Kd为PID参数。C为PID计算得到的调节控制量,B为设定的驱动电机基本转速,speedL和speedR分别为左右驱动电机的转速信号。系统启动后,循环执行流程,当运行位置发生偏离时,速度调节的计算结果由单片机输出,经AIN1/AIN2和BIN1/BIN2输入至TB6612FNG,对电机转速进行快速调整,实现机器人位姿的校正和位置偏差的纠正,直到终点标志或接收停止指令。
供应商信息