- 公司名称:河南省巨强封头制造有限公司
- 联系人:荆经理
- 手机:15837308387
- 公司地址:河南新乡经济开发区青龙路3公里处
封头
- 您当前的位置:
- 首页>
- 产品中心 >封头 >郑州平底封头厂_封头 厂家相关-河南省巨强封头制造有限公司

- 产品名称:郑州平底封头厂_封头 厂家相关-河南省巨强封头制造有限公司
- 产品价格:10.00
- 产品数量:1000
- 保质/修期:1
- 保质/修期单位:月
- 更新日期:2021-06-19
产品说明
如要求封头成形厚度不得小于名义厚度δn减钢板负偏差C1,则投料厚度:δs=δn+C1+C3+△2=8+0+5+0!5=10mm,而成形后的较小厚度为5mm。如采用封头成形厚度不小于设计厚度δd(应取δe值),则投料厚度:δs=δd(δe)+C3+△2=8mm,而成形后的小厚度为5mm、且大于有效厚度δe、更大于设计厚度δd和计算厚度δ。从以上可看出,两种不同要求,使该封头的投料厚度有2mm之差,而重量相差有300kg之多。

河北平底封头定做_碳钢封头相关-河南省巨强封头制造有限公司

郑州封头报价_封头相关-河南省巨强封头制造有限公司

湖北粉尘罐封头厂_封头 304相关-河南省巨强封头制造有限公司
江苏平底封头报价_塑料封头相关-河南省巨强封头制造有限公司
郑州平底封头厂
封头的品质直接关系到压力容器的长期安全可靠运行!材料分析容器内径Di=4000mm、计算压力Pc=0!4MPa、设计温度t=50℃、封头为标准椭圆形封头、材料为16MnR(设计温度才材料许用应力为170MPa)、钢材负偏差不大于0。25mm且不超过名义厚度的6%、腐蚀裕量C2=1mm、封头拼焊的焊接接头系数?=1!求椭圆封头的计算厚度、设计厚度和名义厚度.KpDi计算厚度δ=----------------=73mm2[σ]tΦ-0.
这种厚度的定义和标注是截止2013年国际压力容器界的流行方法,有其合理性,但在我国现行标准中有以下两个问题需解决!产地GB150-1998厚度的定义、计算厚度δ是按各章公式计算得到的厚度!需要时,尚应计入其他载荷所需厚度!设计厚度δd是计算厚度δ与腐蚀裕量C2之和.名义厚度δn是设计厚度δd加上钢材厚度负偏差C1后向上圆整至钢材标准规格的厚度.即标注在图样上的厚度。有效厚度δe是名义厚度δn减去腐蚀裕量C2和钢材厚度负偏差C1的厚度各种厚度的关系投料厚度(即毛坯厚度)根据GB150---1998和各种厚度关系图:δs=δ+C1+C2+Δ1(厚度滴一次设计圆整值)+C3(加工减薄量)+(厚度第二次制造圆整值)基本要求编辑我国现有的封头标准,是按结构型式(椭圆形、碟形、锥形)、成形方式(冲压、旋压)的不同,而分别制订的,这不仅造成不同标准封头质量要求不完全一致的不合理现象,同时也给标准封头的选用、标准的修订带来某些困难!
天津复合板封头厂家_封头厂相关-河南省巨强封头制造有限公司
厚度定义GB150及有关封头标准的厚度定义不甚合理,主要体现在容器和封头成形后的厚度要求上,对凸形封头和热卷筒的成形厚度要求不得小于名义厚度减钢板负偏差(δn-C1),由此可能导致设计和制造两次在设计厚度的基础上增加厚度以保证成形厚度!为此,曾经提出了小成形厚度的概念:"热卷圆筒或凸形封头加工成形后需保证的厚度,其值不小于设计厚度"!也就是说设计者应在图纸上标注名义厚度和小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量!
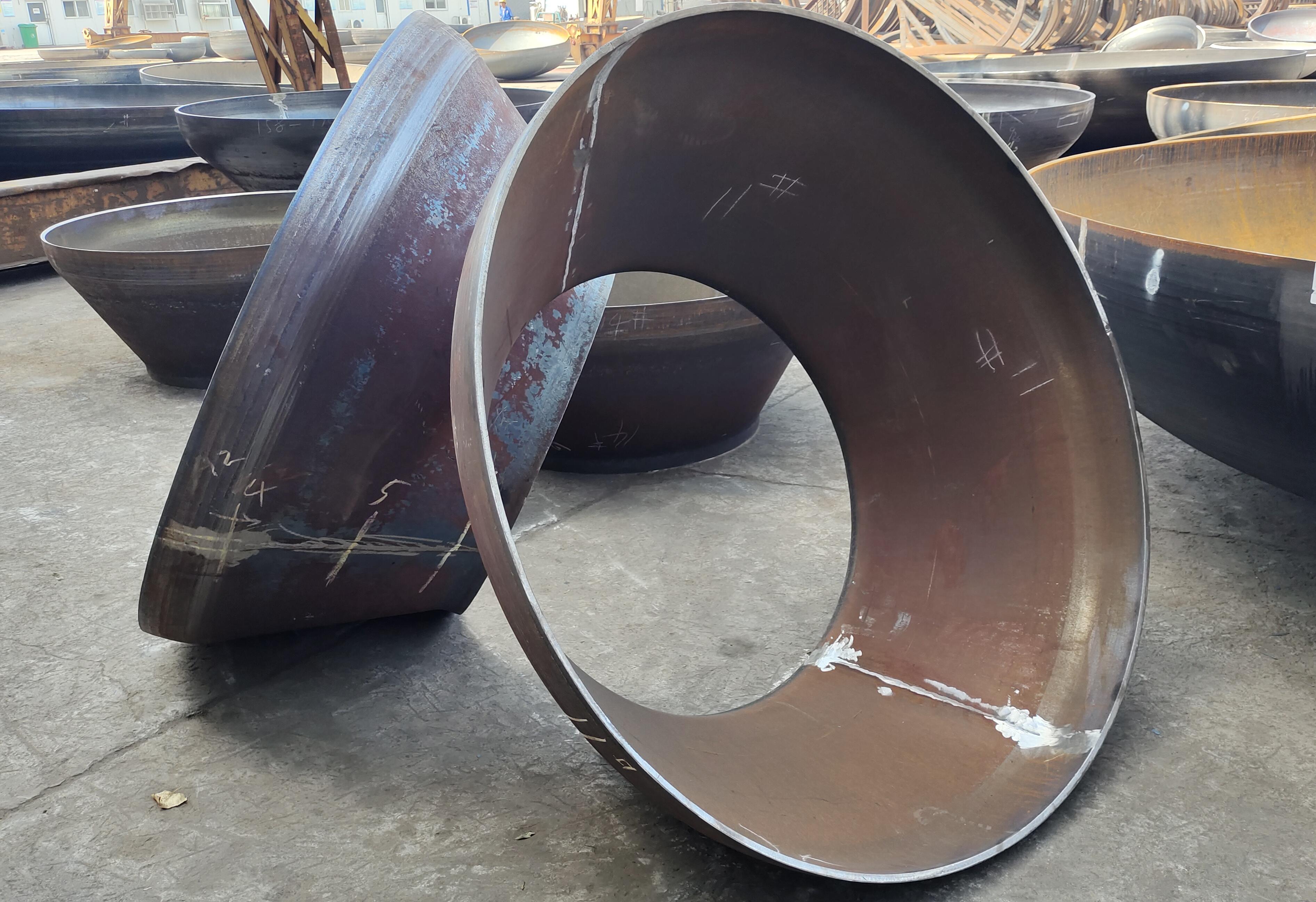
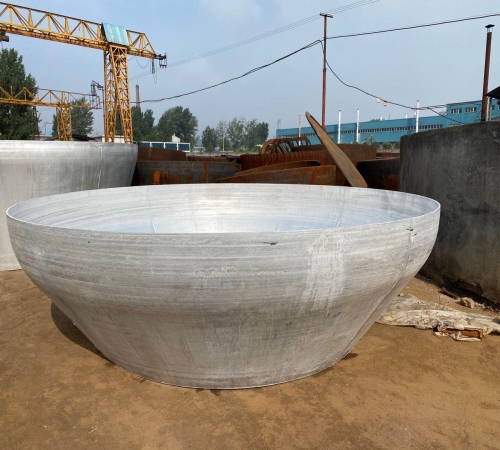
椭圆封头又名为椭圆形封头、椭圆封头即为由旋转椭圆球面和圆筒形直段两部分组成的封头!其作用就是管道到头了,不准备现延伸了,就用封头焊到管子上,做为一个末端来使用!用在压力容器上,上下各有一个封头,中间是一个直管段,做为压力容器的罐子用.旋转椭圆球面母线的长、短轴之比为0的椭圆形封头,习惯上称为标准椭圆形封头!椭圆封头的力学性能仅次于半球封头,但优于碟形封头!由于椭圆封头的深度介于半球形和碟形封头之间,对冲压设备及模具的要求、制造难度亦介于两者之间,即比半球封头容易,比碟形封头困难!
锥形不锈钢封头的用途有哪些?
对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内。
为了降低不连续应力,可在锥壳的大端或小端采用圆弧过渡的有折边结构或局部增厚结构。我国压力容器设计规范要求:半锥角大于30时,锥壳大端应采用有折边结构;
一是做成了罐形压力容器的上下底,二是管道到头了,不准备再向前延伸了,那就用一个封头在把管子用焊接的形式密封住。
为了降低不连续应力,可在锥壳的大端或小端采用圆弧过渡的有折边结构或局部增厚结构。我国压力容器设计规范要求:半锥角大于30时,锥壳大端应采用有折边结构;
一是做成了罐形压力容器的上下底,二是管道到头了,不准备再向前延伸了,那就用一个封头在把管子用焊接的形式密封住。
谁知道锥形封头的用什么途?
锥形封头锥体的主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能...
锥形封头锥体的主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。
锥形封头锥体的主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。
上海电气集团股份有限公司是中国装备制造业最大的企业集团之一,具有设备总成套、工程总承包和提供现代装备综合服务的优势。在“亚洲品牌500强”评选中,上海电气为亚洲机械类品牌排名第五名,中国机械类品牌第一名。自上世纪九十年代以来,销售收入始终位居全国装备制造业第一位,目前年销售额达800多亿元人民币。上海电气液压气动有限公司隶属于上海电气(集团)总公司,公司先后合资成立了上海萨澳液压传动有限公司、上海纳博特斯克液压有限公司、上海阿耐斯特岩田涂装机械有限公司。
供应商信息