欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
自由锻
- 您当前的位置:
- 首页>
- 产品中心 >自由锻 >山东自动化自由锻厂家电话_自由锻相关-山东华恒智能装备有限公司

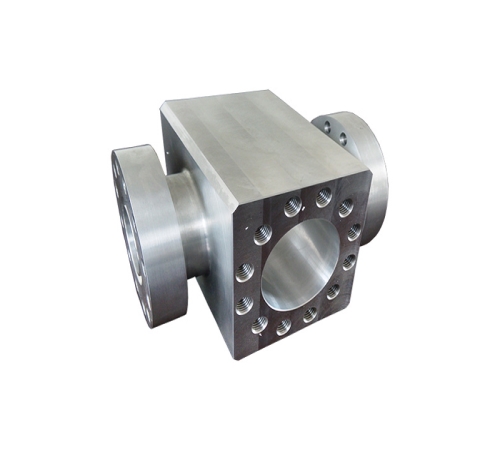
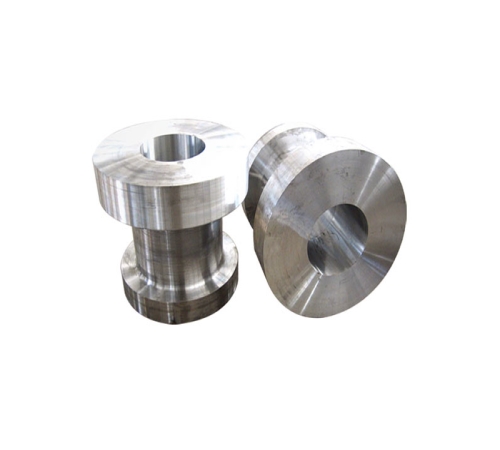
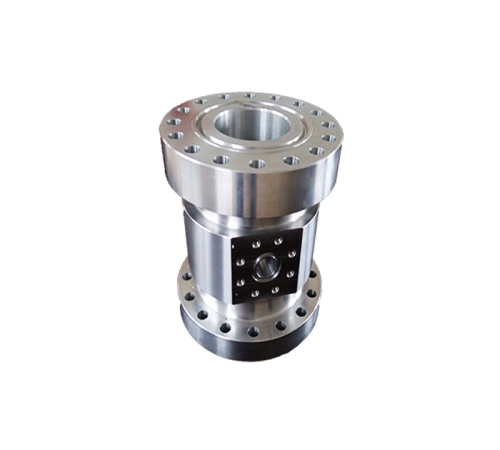
- 产品名称:山东自动化自由锻厂家电话_自由锻相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-06-27
产品说明
中间镦粗!这种方法用于锻造中间断面大,两端断面小的锻件,例如双面都有凸台的齿轮坯就采用此法锻造。坯料镦粗前,需先将坯料两端拔细,然后使坯料直立在两个漏盘中间进行锤击,使坯料中间部分镦粗!为了防止镦粗时坯料弯曲,坯料高度h与直径d之比h/d≤5!冲孔【冲孔】是在坯料上冲出透孔或不透孔的锻造工序。冲孔的方法主要有以下两种:双面冲孔法!用冲头在坯料上冲至2/3~3/4深度时,取出冲头,翻转坯料,再用冲头从反面对准位置,冲出孔来.
折叠可能由于坯料在锻压时送进量小于单面压下量而造成的。主要设备自由锻造的设备分为锻锤和液压机两大类。生产中使用的锻锤有空气锤和蒸汽-空气锤,有些厂还使用结构简单,投资少的弹簧锤、夹板锤、杠杆锤和钢丝锤等!液压机是以液体产生的静压力使坯料变形的,是生产大型锻件的指定方式.镦粗【镦粗】是使毛坯高度减小,横断面积增大的锻造工序.镦粗工序主要用于锻造齿轮坯、圆饼类锻件。镦粗工序可以有效地改善坯料组织,减小力学性能的异向性。
自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻.锻造特点自由锻造所用工具和设备简单,通用性好,成本低!同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能。锻件形状简单,操作灵活.因此,它在重型机器及重要零件的制造上有特别重要的意义.应用领域自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产.

聊城质量好的锻造生产商_金属锻造机械相关-山东华恒智能装备有限公司
镦粗与拔长的反复进行,可以改善高合金工具钢中碳化物的形态和分布状态!镦粗主要有以下三种形式:完全镦粗!完全镦粗是将坯料竖直放在砧面上,在上砧的锤击下,使坯料产生高度减小,横截面积增大的塑性变形!端部镦粗!将坯料加热后,一端放在漏盘或胎模内,限制这一部分的塑性变形,然后锤击坯料的另一端,使之镦粗成形!用漏盘的镦粗方法,多用于小批量生产;胎模镦粗的方法,多用于大批量生产!在单件生产条件下,可将需要镦粗的部分局部加热,或者全部加热后将不需要镦粗的部分在水中激冷,然后进行镦粗!

潍坊口碑好的自由锻_自由锻设备相关-山东华恒智能装备有限公司
新型锻造产品_专业锻造-山东华恒智能装备有限公司
山东自动化自由锻厂家电话
德州口碑好的套管头厂家_章丘套管头-山东华恒智能装备有限公司
锻接【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序!锻接的方法有搭接、对接、咬接等.锻接后的接缝强度可达被连接材料强度的70%~80%!扭转【扭转】是将毛料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序.该工序多用于锻造多拐曲轴和校正某些锻件!小型坯料扭转角度不大时,可用锤击方法缺陷裂纹可能由坯料质量不好、加热不充分、锻造温度过低、锻件冷却不当和锻造方法有误造成的!末端凹陷和轴心裂纹可能由于锻造时坯料内部未热或坯料整个截面未锻透,变形只产生在坯料表面造成的!
模锻的工作原理与自由锻相比有何区?
模锻:产品形状较复杂,靠上下模型腔挤压成型自由锻:产品形状简单,直接在摩擦压力机锻打成形。如果喜欢点个好评呗
模锻的工作原理和自由锻相比有什么区?
自由锻是将加热好的金属坯料放在锻造设备的上,下砥铁之间,施加冲击力或压力,直接使坯料产生塑性变形,从而获得所需锻件的一种加工方法。 自由锻由于锻件形状简单,操作灵活,适用于单件,小批量及重型锻件的生产。自由锻分手工自由锻和机器自由锻。手工自由锻生产效率低,劳动强度大,仅用于修配或简单,小型,小批锻件的生产,在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
日前,在大连召开的中国有色金属工业协会钛锆铪分会2014年年会上,钛锆铪分会副会长兼秘书长王向东在大会上作了“2013年中国钛工业发展报告”,回顾了2013年我国钛工业的发展,直面产业发展困难,展望2014年钛工业的发展前景。 钛及钛合金产能略增 2013年海绵钛总产能达到15万吨。但是由于需求不足,金川集团钛厂、四川恒为制钛公司和锦州华泰金属工业的产能未启动或未能继续调试完善,实际在产或调试中的产能为12.7万吨。 根据22家企业的统计,2013年中国钛锭的产能达到10.9万吨,比2012年10.58万吨的产能略有增长。 2013年钛及钛合金产量统计 钛精矿:根据钛锆铪分会与攀钢钛业集团、四川钛产业协会、云南新立公司、海南文盛新材料科技股份公司、承钢和山东兴盛集团的联合统计,2013年全国共生产钛精矿339.41万吨,其中攀西地区253.5万吨,云南33.61万吨,海南和广西合计10万吨,承德地区14.3万吨,山东28.0万吨。 海绵钛:2013年,中国有13家企业共生产了81171吨海绵钛,与2012年的81451吨产出相比,略降0.34%。 钛锭:根据22家企业的统计,2013年中国共生产62216吨钛锭,同比下降4.2%。 钛粉:根据钛锆铪分会与宝鸡钛协会的联合统计,2013年中国钛粉的产量为2645吨,同比下降15.0%。 钛加工材:根据28家企业的统计,2013年中国共生产钛加工材44453吨,同比下降13.8%。 钛设备制造:根据8家主要钛设备制造企业的统计,2013年中国主要钛设备生产企业产值为14.93亿元,同比下降8.4%;用材5889吨,同比增长15.0%;设备台数1779,同比下降6.0%。 2013年中国钛工业处于结构性产能过剩 2013年,中国宏观经济发展总体思想是调结构、稳增长,是在保持平稳增长的基础上,进行宏观经济结构的调整,以提高产品的附加值,减少废物排放,实现宏观经济的科学、和谐发展。因此,国内化工、冶金等行业的普通类产品的需求下降。 但是,在国内大飞机等重大航空项目的拉动下,在国家建设海洋强国政策的推动下,航空航天业和海洋工程显示了巨大的钛材潜在需求。 从国际上来说,2013年是美欧经济艰难复苏的一年,日本经济则更是复苏难望,因此国际上对钛材的需求大幅下行。 2013年,在国内外需求不旺的压力下,处于结构性产能过剩的中国钛工业步履艰难。 2013年,中国共生产海绵钛81171吨,同比轻微下降0.34%;实际销售量达到77571吨,同比上升了5.7%。但是这些数据包含有相当数量的国家储备量,扣除这个储备量,实际销售量同比将有两位数的下降。 2013年,中国共生产钛加工材44453吨,同比下降13.8%;国内销售量更是下降到38506吨,这是钛加工材需求量连续两年下滑。 2013年,由于需求不足,产能有较大过剩,海绵钛和钛加工材价格大幅下滑,并连续7个月(至2014年2月)在谷底徘徊。中国海绵钛产业基本上是亏本运营,而钛加工材则是微利运营。 但仅就经营效益而言,有两类特例值得我们思考。一类是洛阳双瑞万基和中航唐山天赫钛业,这两家企业有以下显着特点:一是产业链长,自己生产的产品,主要是自己使用,只有部分外销;二是注重技术进步,产品质量好;三是注重成本控制,保持了较低的单耗。因此,这两家海绵钛企业经营较好。 另一类企业是以朝阳金达为代表,他们是走的轻资产、低投入的路线,并保持了较高的产品质量水平,这样大幅降低了产品的成本,在困难的条件下仍取得了一定的经济效益。 这两类企业的盈利模式值得我们思考。 钛工业技术进步并没有停滞 2013年,中国钛工业继续取得显着的技术进步。 洛阳双瑞万基和遵义钛业集团控股的遵宝钛业先后采用有筛板沸腾氯化技术、多极槽镁电解技术和先进的还蒸技术,使吨钛电耗降至21000~23000kWh。 宝钛集团通过实施陕西省科技统筹创新工程和钛技术改造,打通了全流程海绵钛生产的镁电解工艺;实现了EB炉回收合金残料生产重要用途钛锭的技术突破;完成了棒丝材、万吨自由锻压机和钛带等新生产线的工艺开发及固化;成功开发出5×2000×5000mm宽幅TC4钛合金板材、NbHf10-1板材、石油天然气行业用高性能系列钛合金管材、超大规格钛合金棒材等新产品;用万吨自由锻压机成功生产出单重7吨的台阶轴锻件。 西北院及所属公司建设的国家稀有金属材料科研基地通过国家验收,为钛合金新材料的科研、中试验证和小批量生产提供了更优更专业的平台;利用该院现有的装备,试制成功了钛合金3D打印成型零部件;稳定、批量地生产出钛合金大规格(Φ≥300mm)棒材及钛合金爆炸复合板材。 宝钢特钢新建的大卷重钛带生产线产出的板式换热器及焊管用高精密度钛带达到国际标准,满足了用户要求;“飞机用钛合金特大规格(Φ≥450mm)棒材和大型整体结构锻件(投影面积≥2m2)的工艺技术研究”获2013年宝钢技术创新重大成果奖。
供应商信息