欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
模锻
- 您当前的位置:
- 首页>
- 产品中心 >模锻 >泰安质量好的模锻供应商_闭模锻相关-山东华恒智能装备有限公司


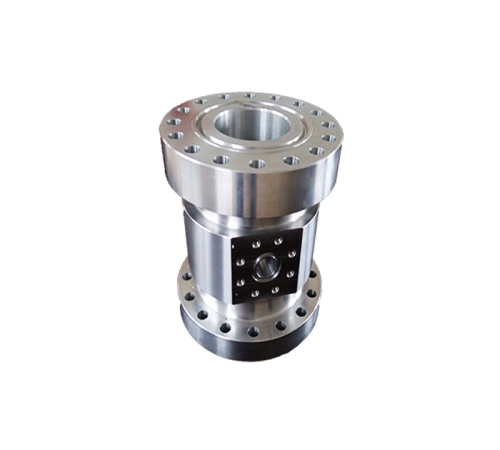
- 产品名称:泰安质量好的模锻供应商_闭模锻相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-06-29
产品说明
1工艺性分析法兰零件图如图1所示,凸缘部位直径较大为Φ140mm,全高55mm,中心孔径Φ50mm,经计算零件的体积为287950mm3,质量为25kg。如采用Φ145mm×60mm的棒料直接切削加工,材料利用率仅为21%,加工量较大.由于生产批量较大,为了降低生产成本,对该零件采用模锻制坯+切削加工来生产是较好的制造工艺.再考虑到零件尺寸较小,可采用闭式模锻工艺,在常用的锻压设备摩擦螺旋压力机上精密成形法兰锻件,可进一步降低生产成本!

莱芜质量好的三通厂家_古三通相关-山东华恒智能装备有限公司
模锻是指在指定模锻设备上利用模具使毛坯成型而获得锻件的锻造方法.此方法生产的锻件尺寸准确,加工余量较小,结构也比较复杂生产率高。特点在模锻锤或压力机上用锻模将金属坯料锻压加工成形的工艺!模锻工艺生产效率高,劳动强度低,尺寸准确,加工余量小,并可锻制形状复杂的锻件;适用于批量生产。但模具成本高,需有指定的模锻设备,不适合于单件或小批量生产.1由于有模膛引导金属的流动,锻件的形状可以比较复杂。2锻件内部的锻造流线按锻件轮廓分布,从而提高了零件的力学性能和使用寿命!
我们的公司名称是山东华恒智能装备有限公司。我们公司在其他石油加工设备这个行业有丰富的经验,可以提供的咨询、的产品。 主营产品主要有模锻,该产品是关于模锻的, 如果想进一步的了解其他信息,欢迎随时联系我们。
本法兰件的生产工序流程为:下料→毛坯清理→加热→闭式模锻→冲连皮→预先热处理→机械加工→终热处理!模具工作原理法兰锻件的闭式模具结构如图3所示,模架采用1600t摩擦螺旋压力机的标准模架,下模2与后挡板斜面压板5,依靠斜度为15°的斜面装配,并由斜面压板的弯头斜楔与下模座6的斜面槽配合(斜度为10°),通过拧紧螺钉4,下模即被固定在下模座上!侧墙板9和螺钉10用于下模的侧向紧固和调整.上模1与上模座固定方法同上.
上、下模座分别用螺栓紧固在压力机的滑块和工作台面上.导柱和导套是导向和定位装置,引导上模与下模的中心对正。在进行闭式模锻时,将坯料放在下模膛内,上模随着压力机滑块下移对坯料施加压力,坯料以镦粗压入的方式充满模具型腔,上模与下模打靠时,坯料刚好充满模具型腔。模锻件利用顶杆8被顶出,锻造过程结束!HXN5连杆模锻工艺研究HXN5型机车是某机车公司与美国GE公司合作研发的大功率内燃机车,作为柴油机关键零件之一的连杆,均为进口,价格昂贵!
泰安质量好的模锻供应商
法兰锻件闭式模锻工艺与模具法兰件作为管道接头,因其具有拆装灵活等优点,所以广泛被应用于建筑、化工、给排水、石油、消防、水暖、造船等领域。采用闭式模锻工艺来精密成形中小尺寸法兰件,可以节省材料,且锻件性能良好,在批量生产中,显示出“更精、更净、更省”的优势.一种1Cr18Ni9不锈钢材质的用于输送低压气体的化工管道用法兰零件,经对产品结构、质量要求、生产批量和成形特点等因素进行综合分析后,提出采用闭式模锻工艺来成形此法兰锻件,以获得较好的经济效益和社会效益,增强企业的市场竞争力。
如果您想咨询模锻更多信息,请致电川:17866976989;珍惜与每个对模锻有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,山东华恒智能装备有限公司详细地址:章丘区东昌大道与圣泰路交叉路口西北侧。

潍坊正规套管头加工_品牌套管头产品-山东华恒智能装备有限公司
美式模锻卸扣厂家哪的比较好?
我在邯郸鸡泽那儿买的,厂家很多,质量也有保障,你可以去看看,也可以多比较一下
不锈钢法兰的制作工艺是什么? 对焊法兰的制作方式*常见的是自由锻对焊法兰和模锻对焊法兰这两种形式,下面和大家介绍一下这两种生产工艺:
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2....
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
斯巴鲁汽车(中国)有限公司向质检总局备案召回计划,从昨天开始召回部分2013年至2014年款进口森林人(forester)汽车,生产日期为2012年11月6日至2014年4月18日。据统计在中国大陆地区涉及3040辆。本次召回范围内车辆,因发动机控制程序设定不当,在油门全开加速等高负荷运转时可能会出现早期点火现象,产生的高温高压气体造成火花塞或活塞损伤,从而导致警告灯点亮、车体震动。如继续使用,特定情况下可能出现发动机熄火,存在安全隐患。消费者可以拨打斯巴鲁免费客服400-818-4860。用户也可拨打国家质检总局缺陷产品管理中心热线电话010-59799616,或地方出入境检验检疫机构的质量热线12365(转2号键),反映在召回过程中的问题或提交缺陷线索。
供应商信息