欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
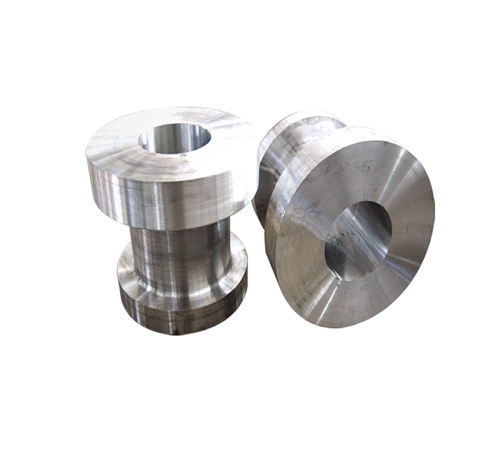
胎模锻配件

- 产品名称:正规胎模锻配件价格_成形胎模锻配件批发-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-06-29
产品说明
改革是企业的动力,品质是企业的命脉,诚信是企业的基础。通过企业发展,进一步深化产业结构的调整和产品结构的调整,企业各项事业蓬勃发展,改革步伐更加稳健,员工伴随企业收获了成长。不懈的艰苦奋斗与执着追求,在锻造行业领域,我们取得了很大的成就,在新的更高的平台上,必将凝聚起全体干部员工,绘就企业发展的宏伟蓝图。一分耕耘,一分收获!历经风风雨雨,我们更加深刻地认识到企业的发展成就来之不易,华恒将以世界上级别比较高的为目标,一步一个脚印,用改革凝聚力量、破解难题、赢得发展。
胎模锻胎模锻是在自由锤锻或压力机上安装一定形状的模具进行模锻件加工的方法!胎模锻是为了适应中小批量锻件生产而发展起来的一种锻造工艺,兼具有模锻和自由锻的特点!通常采用自由锻的方式制坯,然后在胎膜中成型!介绍胎模锻是介于自由锻与模锻之间的一种锻造方法。它既有自由锻造工艺灵活、工具简单的特点,又有模段利用模膛成形,锻件形状复杂、尺寸准确、生产效率高的特点。在模锻设备较少,大部为自由锻锤的生产中,利用自由锻锤进行胎模锻造,对于改善自由锻件“肥头大耳”是有好处的。
工艺特点胎模锻造时,操作者用夹持工具将模具放置在自由锻造设备上,为满足锻件成形的需要而自由地移动模具,在锤击的作用下,实现锻造成形!胎模锻造有以下特点:①锻造设备!胎模锻造一般在空气锤上进行,也有在压力机上进行的.大型的胎模锻造要在蒸汽锤上进行。由于大型胎模及锻件体积大,质量大,常用锻造操纵机或机械手夹持胎模进行锻造.②工艺性好!胎模锻造工艺灵活,几乎可以锻出所有类别的锻件。由于胎模不固定在锻压设备上,使用起来方便快捷!
摔形又可分为制坯摔形和光杆摔形,光杆摔形多为最终锻造!摔形属于旋转体锻造!●扣形扣形锻造是将坯料放在上、下扣模中打击成形!首先,应将坯料锻成比扣件截面稍大的锻坯,再放进扣模中锻打,取出锻件侧向拍平,如此反复锻打,直到锻成所需要的形状和尺寸!扣形有制坯扣形和成形扣形两种。扣形操作简单,但形状和尺寸精度不易控制。●弯曲胎模弯曲主要是把平直的锻件放在弯曲胎模上锻打,使其成为带有弧度或夹角的锻坯或锻件!或者说用来改变锻件中轴线形状和中间面形状的一种操作方法!
正规胎模锻配件价格
还因为没有上模,模具重量轻,劳动强度较低.垫模锻造速度快,生产效率高。垫模锻造的缺点是:锤击的锻件表面要么产生飞边,要么产生余块,否则金属不容易充满模膛!垫模结构简单,机械加工容易,制造成本低,很适合于小批量锻件生产.●套模锻造套模(又称闭式套筒模)锻造主要用于短轴类旋转体锻件焖形!通常套模由模套、冲头和模垫等组成。当锻件上端面有形状要求或为了增加模具强度时,往往采用套筒模锻造!冲头的作用多数用来压制锻件上端部的形状,也有用于锻件中心冲孔。

潍坊章丘锻件供应商_锻件厂相关-山东华恒智能装备有限公司
自动变速箱配件哪里配件齐全?
4S店或者去大的汽配城!你要的都能找到!4S可能贵些
威海哪里有卖二手电脑配件的
新城和北洋比较集中。因为电脑公司都在一起,所以价格相对透明,容易选择。
家用小型烤箱有哪些配件配件
大家在选购家用电烤箱之前,首先要明确买这个东西是要用来干什么的,目的不现在市面上的烤箱类型也很丰富,有机械的、电子的,有定时控制的、定时温度,
哪里有爱普生725打印机配件
淘宝就有啊
边墙风机的配件主要有什么呢
支撑架,以及管线等,没有很复杂的东西。
黄金配件几时出??HF我的车库有两件黄金配件.黄金配件有什么作用
只有破了记录才会随机出现黄金配件,如果你有了两个了,技术不会差到不知道怎么用吧,还有国服就不一定出了
水管配件有哪些
管路系统:
1、管
2、管件
三通、弯头、活管接、大小头等
3、阀门
截止阀、闸阀、止逆阀等
1、管
2、管件
三通、弯头、活管接、大小头等
3、阀门
截止阀、闸阀、止逆阀等
自动变速箱配件哪里配件齐全?
要看是那个*,有很多专卖店
日前,马自达正式公布了两款MX-5全新概念车的官图,这两款新车将会在11月开幕的SEMA展上正式与公众见面。两款概念车的设计宗旨都是在进一步强化MX-5的可玩性。★ MX-5 Speedster MX-5 Speedster采用了折叠式软顶设计,并且去掉了A柱和前风挡设计,因此驾驶者和乘坐者必须佩戴头盔。新车采用了一种名为“White Ether(意译为醚白色)”的独特车身涂装。此外,该车作了进一步的轻量化设计,相比普通版MX-5减重了约350磅(折合约159kg)。★ MX-5 RF Kuro MX-5 RF Kuro基于前一段时间发布的采用折叠式硬顶设计MX-5 RF打造,“Kuro”即是日语中黑色的意思,而该车采用的专属的暗黑色车身涂装,也是其名字的来历。除了车身颜色外,该车与普通版的MX-5 RF基本一致,但新车换装了来自RAYS品牌的17英寸锻造轮圈以及“MX-5 Cup”赛事中的专用悬架系统。
供应商信息