欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
锻件
- 您当前的位置:
- 首页>
- 产品中心 >锻件 >莱芜特殊锻件采购_锻件厂相关-山东华恒智能装备有限公司


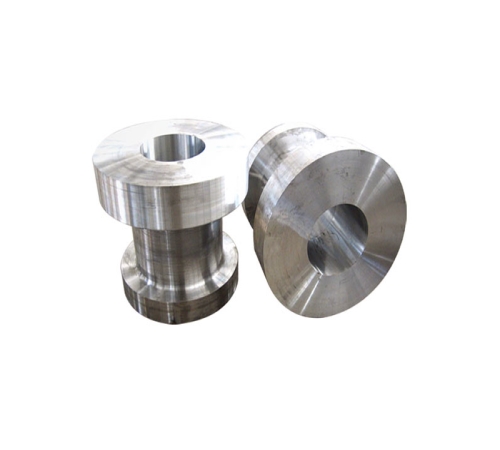
- 产品名称:莱芜特殊锻件采购_锻件厂相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-01
产品说明
锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯.类型按加工温度分类锻件按坯料在加工时的温度,可分为冷锻温锻和热锻!冷锻一般是在室温下加工,热锻是在高于金属坯料的再结晶温度下加工。按结构分类锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提!业内将一般锻件分为3类,每类中再细分为3组,共9组!第Ⅰ类——主体轴线立置于模膛成形,水平方向二维尺寸相近(圆形/回转体居多、方形或近似形状)的锻件。
Ⅱ-2组垂直主轴线的断面积差别较大(大断面积与小断面积之比6,前方需要其他设备制坯)的锻件,如连杆等!Ⅱ-3组端部(一端或两端)为叉形/枝丫形的锻件,除按以上两组确定是否需要制坯外,必须合理设计预锻工步,如套管叉等.第Ⅰ、Ⅱ类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度!第Ⅲ类——主体轴线曲折,卧置于模膛成形的锻件!根据主体轴线走向细分为3组!Ⅲ-1组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第Ⅱ类),一般无须设计专门的弯曲工步即可成形的锻件!
济南章丘活塞配件_活塞机相关-山东华恒智能装备有限公司
Ⅲ-2组主体轴线在水平面内弯曲(分模面一般为平面),必须安排弯曲工步才能成形的锻件!Ⅲ-3组主体轴线为空间弯曲(非对称曲面分模)的锻件!还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件!锻件热处理锻件热处理按其热处理的目的不同可分为两组!缺陷分析氧化金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化!氧化皮的产生,不但造成金属的烧损,而且降低锻件表面质量和尺寸精度.当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。
表面质量锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现!有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查.内部组织锻件内部是否有裂纹,夹杂、疏松等缺陷,可用肉眼或用10~30倍放大镜检查锻压断面上宏观组织。生产中常用的方法是酸蚀检验,即在锻件需要检查的部位切取试样,用酸液浸蚀即可清晰地显示断面上宏观组织的缺陷的情况,如锻造流线分布、裂纹和夹杂物等!金相检验借助于金相显微镜观察锻件断口组织状态的检验方法,可以检查碳化物分布、晶粒度和脱碳深度等项目.
山东华恒智能装备有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:章丘区东昌大道与圣泰路交叉路口西北侧 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:川 17866976989。
莱芜特殊锻件采购
力学性能力学性能检验项目主要是硬度、抗拉强度和冲击韧度。有时根据零件设计要求,还可作冷弯试验、疲劳试验等以上质量检查项目,有时根据设计要求和生产实际情况分别采用,有时要逐件检查,有时则按每批锻件抽检。通过质量检查,便可评定锻件是否合格.对于有缺陷的锻件,应分析产生原因,提出预防缺陷的措施。用途锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松!孔洞,使锻件的机械性能得以提高!
对于高碳化物钢而言,锻件比轧材质量好。如高速钢轧材只有经过改锻后才能满足使用要求!特别是高速钢铣刀必须进行改锻!3)重很轻.在保证设计强度的前提下,锻件比铸件的重量轻,这就减轻了机器自身的重量,对于交通工具、飞机、车辆和字宙航撩器械有重要的意义。4)节约原材料!例如汽车上用的静重17kg的曲轴,采用轧材切削锻造时,切屑要占曲轴重量189%,而采用模锻时,切屑只占30%,还缩短机加工工时1/6。精密锻造的锻件,不仅可节约更多的原材料,而且也可节约更多的机加工工时!
请问锻件生产时锻件偏析怎么办?
锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。
锻件生产时锻件偏析之枝晶偏析,属于微观偏析。树枝状结晶与晶间微区成分的不均匀性,可能引起组织性能的不均匀分布。采用扫描电镜(SEM)、波谱仪(WDS)、能谱仪(EDS)进行微区观察和成分分析可以检出并阐明原因,一般通过高温扩散加热,锻压合理变形与均匀化热处理可以消除或减轻其不良影响。
锻件生产时锻件偏析怎么办?锻件失效有时候是因为出现了偏析,即钢中化学成分与杂质分布的不均匀现象。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度...
锻件生产时锻件偏析怎么办?锻件失效有时候是因为出现了偏析,即钢中化学成分与杂质分布的不均匀现象。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。 (1)区域偏析 属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。对策是:1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。3)严格控制注温与注速,采用短粗锭型,改善结晶条件。
锻件生产时锻件偏析之枝晶偏析,属于微观偏析。树枝状结晶与晶间微区成分的不均匀性,可能引起组织性能的不均匀分布。采用扫描电镜(SEM)、波谱仪(WDS)、能谱仪(EDS)进行微区观察和成分分析可以检出并阐明原因,一般通过高温扩散加热,锻压合理变形与均匀化热处理可以消除或减轻其不良影响。
锻件生产时锻件偏析怎么办?锻件失效有时候是因为出现了偏析,即钢中化学成分与杂质分布的不均匀现象。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度...
锻件生产时锻件偏析怎么办?锻件失效有时候是因为出现了偏析,即钢中化学成分与杂质分布的不均匀现象。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。 (1)区域偏析 属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。对策是:1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。3)严格控制注温与注速,采用短粗锭型,改善结晶条件。
中国是世界上最具影响力的造船大国之一,2010年,中国造船工业稳定增长,国际市场份额继续扩大,造船完工量创历史新高,达到6560万载重吨,同比增长54.6%,新接订单7523万载重吨。国际模协秘书长罗百辉在2011中国国际锻件峰会上指出,2011年1-6月,造船完工量3092万载重吨,新接订单2160万载重吨。中国造船工业快速发展,同时面临激烈的竞争,承受着提高造船效率,降低造船成本的压力。到2015年,要形成开发、建造高技术、高附加值船舶的年造船能力达到2800万载重吨,年产量2200万载重吨;船用低、中速柴油机年生产能力分别达到600万千瓦和1200台。这为机床工业带来新机遇,造船企业着手建立现代化造船模式,需要重型和超重型龙门镗铣床,数控落地镗铣床,五联动数控镗铣床,曲轴车铣中心,大型曲轴磨床等大量高档大重型数控机床以及模具加工设备。
供应商信息