欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
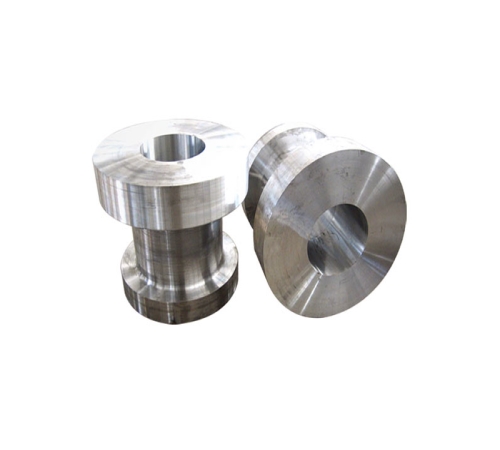
胎模锻配件
- 产品名称:莱芜口碑好的胎模锻配件批发_成形胎模锻配件厂家-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-05
产品说明
为百年华恒这一宏伟目标努力奋斗!成形锻造胎模成形锻造主要分为合模锻造、垫模锻造和套模锻造!成形锻造的目的就是为了获得最终的锻件形状和尺寸!●合模锻造合模锻造通常由上、下模及导销组成。合模锻造是将坯料放在下模膛上,盖上上模,在锤击作用下,使金属充满模膛!合模锻造类似于模锻,上下模的贴合面就是锻件的分模面.在锻打过程中,金属受上下模壁的挤压充满模膛,多余的金属在分模面上形成周向飞边!合模锻造应用很广,用于各类小型锻件的焖形,尤其是形状复杂的非旋转体锻件成形!
改革是企业的动力,品质是企业的命脉,诚信是企业的基础!通过企业发展,进一步深化产业结构的调整和产品结构的调整,企业各项事业蓬勃发展,改革步伐更加稳健,员工伴随企业收获了成长!不懈的艰苦奋斗与执着追求,在锻造行业领域,我们取得了很大的成就,在新的更高的平台上,必将凝聚起全体干部员工,绘就企业发展的宏伟蓝图。一分耕耘,一分收获!历经风风雨雨,我们更加深刻地认识到企业的发展成就来之不易,华恒将以世界上级别比较高的为目标,一步一个脚印,用改革凝聚力量、破解难题、赢得发展!
莱芜口碑好的胎模锻配件批发

济南三通阀体价格_汽车阀体-山东华恒智能装备有限公司
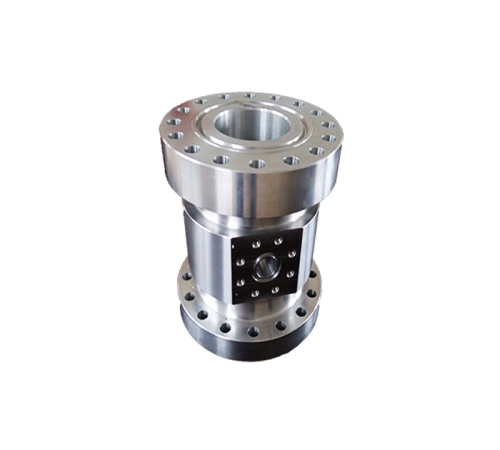
还因为没有上模,模具重量轻,劳动强度较低.垫模锻造速度快,生产效率高!垫模锻造的缺点是:锤击的锻件表面要么产生飞边,要么产生余块,否则金属不容易充满模膛!垫模结构简单,机械加工容易,制造成本低,很适合于小批量锻件生产!●套模锻造套模(又称闭式套筒模)锻造主要用于短轴类旋转体锻件焖形!通常套模由模套、冲头和模垫等组成!当锻件上端面有形状要求或为了增加模具强度时,往往采用套筒模锻造.冲头的作用多数用来压制锻件上端部的形状,也有用于锻件中心冲孔!
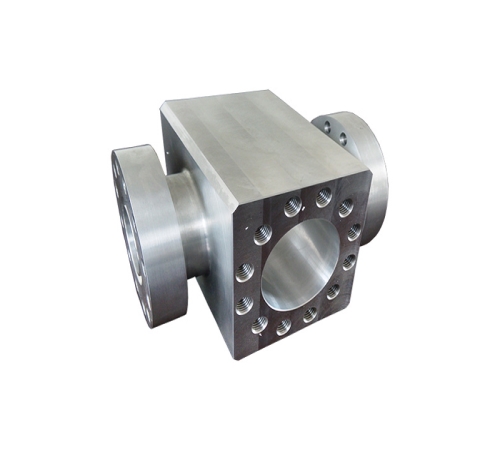
尤其是胎模的互换性好,是固定模具无法做到的!③模具成本低.胎模体积比固定模具要小得多,耗材少.大多数胎模模膛都可以采用普通机械加工方法来制造,制造成本低,因而广泛应用于机器制造业!④缺点:●锻造时高温锻坯与胎模接触时间较长,锻坯的凸台、尖角等部位降温快,使材料塑性降低,变形抗力增大,有时会出现金属难以充满模膛现象;●坯料入模前要清除表面的氧化皮,否则会影响锻件表面质量;●胎模锻造主要靠人工将模具抬上搬下、上下翻动,劳动强度大华恒企业文化风雨兼程,同舟共济,华恒始终坚持,诚信、务实的经营管理理念,紧紧围绕“发展才是硬道理”的目标,在社会各界朋友的大力支持与帮助下,按照市场经济发展的要求,大力实施改革,取得了骄人的业绩!
工艺特点胎模锻造时,操作者用夹持工具将模具放置在自由锻造设备上,为满足锻件成形的需要而自由地移动模具,在锤击的作用下,实现锻造成形!胎模锻造有以下特点:①锻造设备。胎模锻造一般在空气锤上进行,也有在压力机上进行的.大型的胎模锻造要在蒸汽锤上进行!由于大型胎模及锻件体积大,质量大,常用锻造操纵机或机械手夹持胎模进行锻造!②工艺性好。胎模锻造工艺灵活,几乎可以锻出所有类别的锻件。由于胎模不固定在锻压设备上,使用起来方便快捷!

摆动式液缸生产商_染色气液缸相关-山东华恒智能装备有限公司
合模锻造时坯料下料尺寸精度要求不高,这是因为分模面的飞边可以起到多余金属的调节作用,坯料小飞边少,坯料大飞边就大.合模锻造生产效率高,模具寿命长!合模锻造后锻件需要切除飞边。●垫模锻造垫模(又称开式套筒模)锻造主要用于旋转体锻件的头部镦粗成形!垫模既可以制坯,又可作为最终成形!垫模仅有下模,没有上模。加热的坯料放在模膛中,锤头直接打击坯料,使金属充满模膛.由于垫模锻造时,操作者直接将坯料插入模膛中,操作简便.
公司是一家以其他石油加工设备为主的企业,主打胎模锻配件,更多产品详详情请拨打电话:17866976989川 或到访章丘区东昌大道与圣泰路交叉路口西北侧。山东华恒智能装备有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。

潍坊专业旋塞阀销售_旋塞阀原理相关-山东华恒智能装备有限公司
胎模锻胎模锻是在自由锤锻或压力机上安装一定形状的模具进行模锻件加工的方法!胎模锻是为了适应中小批量锻件生产而发展起来的一种锻造工艺,兼具有模锻和自由锻的特点!通常采用自由锻的方式制坯,然后在胎膜中成型。介绍胎模锻是介于自由锻与模锻之间的一种锻造方法!它既有自由锻造工艺灵活、工具简单的特点,又有模段利用模膛成形,锻件形状复杂、尺寸准确、生产效率高的特点!在模锻设备较少,大部为自由锻锤的生产中,利用自由锻锤进行胎模锻造,对于改善自由锻件“肥头大耳”是有好处的!
滨州小型齿轮供应商_齿轮零件图相关-山东华恒智能装备有限公司

莱芜小型齿轮_齿轮油相关-山东华恒智能装备有限公司
供应商信息