欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
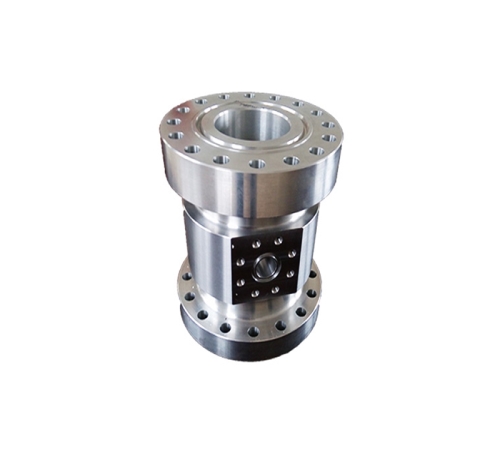
油管头
- 您当前的位置:
- 首页>
- 产品中心 >油管头 >济南高压油管头产品_油管头尺寸相关-山东华恒智能装备有限公司
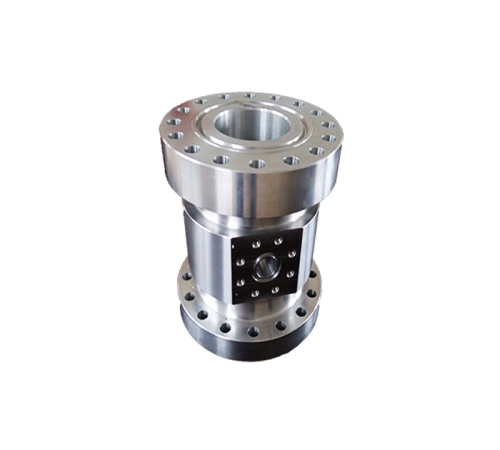


- 产品名称:济南高压油管头产品_油管头尺寸相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-05
产品说明
因为高压油管连接着高压油泵和喷油机,属于燃油喷射系统,作用十分重要!高压油管可以承受高达150MPa的高压,异常震动会造成巨大的损失,还存在很大的火灾隐患.要排除故障,工作时喷油器针阀的开、闭会使高压油管产生强烈的高频振动,这是造成高压油管损坏的重要原因之一!为此,可用卡子将高压油管的中部固定在相邻的螺栓等固定件上以减少共振.此外要把好高压油管的质量关外,应正确装配,管夹应安装在正确位置,切勿漏装!
如果高压油管接头出现渗漏,我们需要知道的一些应急措施有:用软性金属片或塑料片剪成小圆环形垫在接头凹,再压上喇叭头;用保险丝、棉线顺着拧紧方向在台肩处缠绕几圈,将接头螺母拧紧,可在螺母座口涂以肥皂或垫上咀嚼过的泡泡糖、口香糖等!锻模根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式.摆辗、摆旋锻和辗环也可用精锻加工。为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。

东营章丘油管四通定制_井口油管四通材料-山东华恒智能装备有限公司
与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成。包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难保证精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度高的产品,例如生产品种多、尺寸大的汽轮机叶片等锻件.锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:限制锻造力形式:油压直接驱动滑块的油压机.
济南高压油管头产品
上述方式不同,所需的锻造力、工序、材料的利用率、产量、尺寸公差和润滑冷却方式都不一样,这些因素也是影响自动化水平的因素!锻造类别根据成形机理,锻造可分为自由锻、模锻、碾环、特殊锻造。自由锻。指用简单的通用性工具,或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。采用自由锻方法生产的锻件称为自由锻件.自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。
准冲程限制方式:油压驱动曲柄连杆机构的油压机。冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机.重型航空模锻液压机进行热试能量限制方式:利用螺旋机构的螺旋和磨擦压力机!为了获得高的精度应注意防止下死点处过载,控制速度和模具位置。因为这些都会对锻件公差、形状精度和锻模寿命有影响。另外,为了保持精度,还应注意调整滑块导轨间隙、保证刚度,调整下死点和利用补助传动装置等措施!滑块顺利锻造出大型盘类件产品还有滑块垂直和水平运动(用于细长件的锻造、润滑冷却和高速生产的零件锻造)方式之分,利用补偿装置可以增加其它方向的运动。
专业阀体定制_正规阀体-山东华恒智能装备有限公司
挤压应归属于模锻,可以分为重金属挤压和轻金属挤压。闭式模锻和闭式镦锻属于模锻的两种工艺,由于没有飞边,材料的利用率较高!用一道工序或几道工序就可能完成复杂锻件的精加工.由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少!但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环。碾环是指通过指定设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件!
供应商信息