欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
模锻
- 您当前的位置:
- 首页>
- 产品中心 >模锻 >德州正规模锻加工_大型模锻压机相关-山东华恒智能装备有限公司


- 产品名称:德州正规模锻加工_大型模锻压机相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-05
产品说明
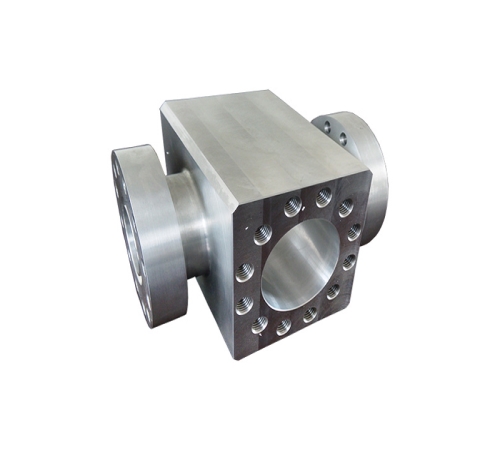
2HNX5连杆模锻工艺设计根据模锻件的特点,整个模锻工艺要解决的关键问题是:①进行合理分料,形成适宜于模锻的毛坯;②在22000吨电动螺旋压力机上模锻时,合理设置打击点及打击能量。模具是影响模锻件尺寸精度较直接的因素,根据锻件结构设计确定连杆的锻模,如图2所示,采用横纵向方形封闭式锁扣,减少错移。模具选材5CrNiMo,热处理硬度HRC44~48,模膛粗糙度为6,其余2!了解华恒华恒智能是致力于石油井口装备、钻井设备、工程机械、汽车配件的研发、生产、销售及服务于一体的现代化企业,产品广泛应用于石油钻采、工程机械、汽车、电力、冶金等重要行业。
该公司于2012年引进德国米勒—万家顿公司生产的PZS系列22000吨电动螺旋压力机,并对HXN5型机车柴油机连杆实行国产化。零件实体图,如图1所示。该连杆采用42CrMoA合金钢制造,锻件为带工字型截面的长轴类零件,外形和杆身在模锻后不加工,这样可以获得紧密的连杆表面组织,提高连杆的表面强度,而且可以省去连杆的粗加工工序,简化连杆的工艺流程,降低生产成本,这对连杆的模锻工艺提出了很高的要求。1HXN5连杆锻件工艺分析如图1所示,连杆模锻件属于长杆类异型锻件,杆身相对简单,锻件小端存在高度落差,大端与杆身轴线夹角较大,大小端重量有较大相差,为了使材料使用更经济合理,应该在锻造前进行制坯,使连杆件在锻造时更易成型.
模锻是指在指定模锻设备上利用模具使毛坯成型而获得锻件的锻造方法.此方法生产的锻件尺寸准确,加工余量较小,结构也比较复杂生产率高!特点在模锻锤或压力机上用锻模将金属坯料锻压加工成形的工艺.模锻工艺生产效率高,劳动强度低,尺寸准确,加工余量小,并可锻制形状复杂的锻件;适用于批量生产!但模具成本高,需有指定的模锻设备,不适合于单件或小批量生产.1由于有模膛引导金属的流动,锻件的形状可以比较复杂.2锻件内部的锻造流线按锻件轮廓分布,从而提高了零件的力学性能和使用寿命.
法兰锻件闭式模锻工艺与模具法兰件作为管道接头,因其具有拆装灵活等优点,所以广泛被应用于建筑、化工、给排水、石油、消防、水暖、造船等领域。采用闭式模锻工艺来精密成形中小尺寸法兰件,可以节省材料,且锻件性能良好,在批量生产中,显示出“更精、更净、更省”的优势.一种1Cr18Ni9不锈钢材质的用于输送低压气体的化工管道用法兰零件,经对产品结构、质量要求、生产批量和成形特点等因素进行综合分析后,提出采用闭式模锻工艺来成形此法兰锻件,以获得较好的经济效益和社会效益,增强企业的市场竞争力.

德州铝合金阀体价格_铝合金阀体产品-山东华恒智能装备有限公司
上、下模座分别用螺栓紧固在压力机的滑块和工作台面上。导柱和导套是导向和定位装置,引导上模与下模的中心对正.在进行闭式模锻时,将坯料放在下模膛内,上模随着压力机滑块下移对坯料施加压力,坯料以镦粗压入的方式充满模具型腔,上模与下模打靠时,坯料刚好充满模具型腔.模锻件利用顶杆8被顶出,锻造过程结束!HXN5连杆模锻工艺研究HXN5型机车是某机车公司与美国GE公司合作研发的大功率内燃机车,作为柴油机关键零件之一的连杆,均为进口,价格昂贵!
德州正规模锻加工

泰安三通阀体销售_正规阀体-山东华恒智能装备有限公司
精密模锻是在模锻基础上发展而来,能够锻造一些复杂形状,尺寸精度高的零件,如:锥齿轮,叶片,航空零件等!制备模锻用的锻模,由上下两个模块组成,模膛是锻模的工作部分,上下模各一半.用燕尾和楔固定在锤砧和工作台上;并以锁扣或导柱导向,防止上下模块错位。金属坯料按模膛的形状变形!模锻的工序为制坯、预锻和终锻!终锻模的模膛是按锻件的尺寸、形状,并加上余量和偏差确定的.模锻一般分开口模锻和闭口模锻两种:开口模锻的模膛周围有毛边槽,成形后多余的金属流入槽内,最后将毛边切除;闭口模锻只在端部有很小的毛边,如果坯料准确,也可以不出毛边。
井口油管四通定制_油管四通主要功能有哪些相关-山东华恒智能装备有限公司

泰安柱塞式液缸采购_气液缸相关-山东华恒智能装备有限公司
本法兰件的生产工序流程为:下料→毛坯清理→加热→闭式模锻→冲连皮→预先热处理→机械加工→终热处理!模具工作原理法兰锻件的闭式模具结构如图3所示,模架采用1600t摩擦螺旋压力机的标准模架,下模2与后挡板斜面压板5,依靠斜度为15°的斜面装配,并由斜面压板的弯头斜楔与下模座6的斜面槽配合(斜度为10°),通过拧紧螺钉4,下模即被固定在下模座上!侧墙板9和螺钉10用于下模的侧向紧固和调整!上模1与上模座固定方法同上.
瑞嘉DFM型模锻翻转钳的载重量是多少啊?
有很多种啊 一句两句说不清楚 你去这方面的网站上看看吧 像君伟凌鹰商贸这个网站 专业做起重设备的 而且还有专家在线 你可以直接问的
12500T热模锻压力机制动器侧 消音器漏气怎么回事?
消音器磨损后有空洞 需要换零件了
美式模锻卸扣厂的地址在哪里?
去年朋友做生意的时候从邯郸的鸡泽那边进的货,质量很不错,那儿的厂家挺多的,你可以去看看
我老家在邯郸鸡泽那边有挺多做索具的,你可以去看看!也可以多比较比较,做做选择
我老家在邯郸鸡泽那边有挺多做索具的,你可以去看看!也可以多比较比较,做做选择
模锻的工作原理与自由锻相比有何区?
模锻:产品形状较复杂,靠上下模型腔挤压成型自由锻:产品形状简单,直接在摩擦压力机锻打成形。如果喜欢点个好评呗
请问昆山10万吨模锻液压机怎么样?
世界大10万吨模锻液压机落户苏州昆山
不锈钢法兰的制作工艺是什么? 对焊法兰的制作方式*常见的是自由锻对焊法兰和模锻对焊法兰这两种形式,下面和大家介绍一下这两种生产工艺:
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2....
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
上装全通径硬密封球阀,是一款全新的全通径结构的硬密封球阀,阀门的口径与内部流量是一样的一款产品,像普通的都是缩径的工艺制造。全通径硬密封球阀适用于对流量要求特别高的工况当中,如石油、化工、电力、冶金、电力等行业。采用整体全通径制造,硬密封球阀阀门流道完全畅通,水头损失为零;硬密封球阀阀门的密封性极为可靠,耐磨损且使用寿命长。球阀在开启后,球冠偏置于阀体内,不被介质直接冲刷。另外,硬密封球阀具备自动清污功能,硬密封球阀的球冠边沿采用刀刃状,可以有效的去除管道杂物。
供应商信息