欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷锌
- 您当前的位置:
- 首页>
- 产品中心 >喷锌 >四川喷锌处理_喷铝喷锌相关-成都鼎明金属表面防腐喷涂有限公司




- 产品名称:四川喷锌处理_喷铝喷锌相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-07
产品说明
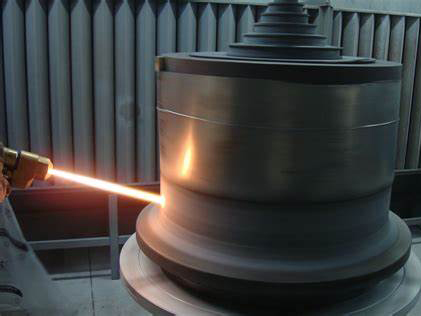
钢结构喷铝喷锌防腐的施工工艺一般电弧喷涂设备由整流电源、控制装置、喷枪、金属丝盘架或送丝装置、压缩空气供给系统等组成.金属丝盘架和压缩空气供给系统与线材火焰喷涂相同.电弧喷锌、喷铝工艺参数除与喷涂材料有很大关系外,还取决于使用的设备和生产效率的要求!钢结构喷铝喷锌防在国内的应用电弧喷涂长效防腐技术于20世纪90年代起,金属喷涂技术中尤以电弧喷涂应用为普遍,其应用前景也更为广泛!钢结构喷铝喷锌防腐的应用先后在煤矿、铁道、水利、港口码头、冶金、机械、广播电视、医疗、电力、消防等领域得到广泛应用,如宝山钢铁集团马迹山港码头钢桩、上海磁悬浮快速列车轨道功能件、长江三峡水利枢纽工程、武汉军山长江大桥钢箱梁及桥面等国家重点建设项目以及淳安千岛湖南浦大桥、长江黄柏河大桥、下牢溪大桥、广州机场三元里立交桥、徐连高速公路邳州运河大桥等钢结构桥梁均采用了电弧喷涂长效防腐技术进行了腐蚀防护,并取得很好的防腐效果。
电弧喷涂层与金属基体具有优良的涂层结合力(可达10Mp以上),金属喷涂层以机械镶嵌和微冶金与基体金属相结合,在轻微的弯曲、冲击或碰撞下也能确保防腐涂层不脱落、不起皮、结合牢固、防腐长久有效,这一点是其它任何表面防腐涂层无法达到的!钢结构喷铝喷锌防腐涂层原理为阴极保护,在腐蚀环境下,即使防腐涂层局部破损,仍具有牺牲自己保护钢铁基体之效果!涂层(阳极)与钢铁基体(阴极)的面积比≥1;而富锌涂料的阳极与阴极比都1,其保护效果和结合力也远远低于电弧喷涂防腐涂层!
四川喷锌处理
随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,镀层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷镀颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷镀颗粒击破!2-3小时之后,氧化膜则对镀层与基体起着隔绝的作用,从而破坏镀层与基体的附着!喷镀设备使用国产喷枪(一般使用上海喷镀机械厂产的中连气手持式喷枪)锌材使用直径为3mm,锌含量不低于95%-97%,无油污的好锌丝!
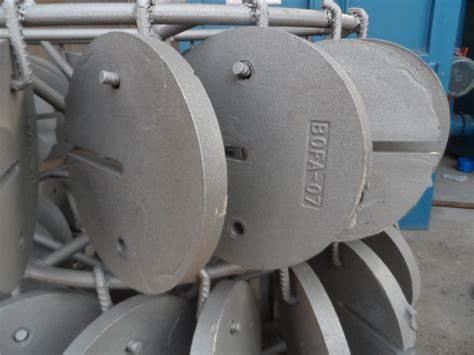
严重影响钢构件的使用寿命,为防止钢铁件的氧化,之前常采用油漆保护,其使用寿命一般在3-5年,多长不超过8年!因此需要经常性的进行维修保养,常见的方法***是烤铲油漆,耗费大量人力物力。现采用气喷涂工艺或电弧喷涂工艺喷锌、喷铝加以保护,可达20年以上无需保养的效果!如在锌、铝图层外再加涂料,在这双重复合图层作用下,其使用寿命更长,以确保工程的百年大计.喷锌工艺的预处理采用喷砂,故工件表面有粗糙度,涂层结合力较好,抗拉强度≥6Mpa!

钢结构喷锌加工_防腐喷涂加工-成都鼎明金属表面防腐喷涂有限公司

成都喷涂多少钱_喷涂设备相关-成都鼎明金属表面防腐喷涂有限公司

火焰喷涂工程_氟碳喷涂相关-成都鼎明金属表面防腐喷涂有限公司
热镀锌工艺有一定的温度约440℃左右,故工件热镀后会产生变形.而喷锌工艺喷涂时的温度很低,工件表面温度80℃,因此工件不变形。采用冷、热镀锌工艺工件受镀槽长、宽、高的限制,而采用喷锌工艺则工件没有限制!采用冷、热镀锌工艺还存在现场修补问题,现场安装时焊缝、装卸、运输过程中的损坏,修补只能采用油漆,如采用喷锌工艺,现场可采用喷锌的方法进行修补,避免产生工艺突破口!由于冷镀锌工艺的预处理采用酸洗、磷化,故工件表面没有粗糙度,涂层结合力差,而喷锌工艺的预处理采用喷砂,故工件表面有粗糙度,涂层结合力较好,抗拉强度≥6Mpa.
供应商信息