欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
液缸
- 您当前的位置:
- 首页>
- 产品中心 >液缸 >泰安伸缩式液缸定做_液缸加工相关-山东华恒智能装备有限公司


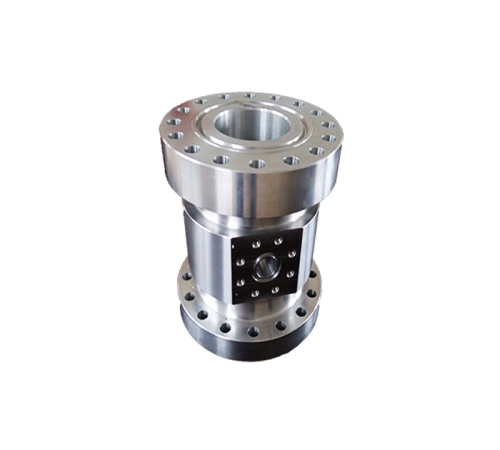
- 产品名称:泰安伸缩式液缸定做_液缸加工相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-07
产品说明
若负载过大,溢流阀的调节压力虽已达到较大定值,但液压缸仍得不到连续动作所需的推力而不动作。若调节压力较低,则因压力不足达不到仍载所需的椎力,表现为推力不够!此时应检查并调整溢流阀.活塞滑移或爬行液压缸活塞滑移或爬行将使液压缸工作不稳定!主要原因如下:液压缸内部涩滞!液压缸内部零件装配不当、零件变形、磨损或形位公差超限,动作阻力过大,使液压缸活塞速度随着行程位置的不同而变化,出现滑移或爬行!原因大多是由于零件装配质量差,表面有伤痕或烧结产生的铁屑,使阻力增大,速度下降!
例如:活塞与活塞杆不同心或活塞杆弯曲,液压缸或活塞杆对导轨安装位置偏移,密封环装得过紧或过松等!解决方法是重新修理或调整,更换损伤的零件及清除铁屑!润滑不良或液压缸孔径加工超差.因为活塞与缸筒、导轨与活塞杆等均有相对运动,如果润滑不良或液压缸孔径超差,就会加剧磨损,使缸筒中心线直线性降低。这样,活塞在液压缸内工作时,摩擦阻力会时大时小,产生滑移或爬行.排除办法是先修磨液压缸,再按配合要求配制活塞,修磨活塞杆,配置导向套.
液压系统控制压力太低!控制管路中节流阻力可能过大,流量阀调节不当,控制压力不合适,压力源受到干扰!此时应检查控制压力源,保证压力调节到系统的规定值!液压系统中进入空气。主要是因为系统中有泄漏发生。此时应检查液压油箱的液位,液压泵吸油侧的密封件和管接头,吸油粗滤器是否太脏。若如此,应补充液压油,处理密封及管接头,清洗或更换粗滤芯!液压缸初始动作缓慢.在温度较低的情况下,液压油黏度大,流动性差,导致液压缸动作缓慢!
泰安伸缩式液缸定做
如果您想咨询液缸更多信息,请致电川:17866976989;珍惜与每个对液缸有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,山东华恒智能装备有限公司详细地址:章丘区东昌大道与圣泰路交叉路口西北侧。
缓冲装置在液压系统中使用液压缸驱动具有一定质量的机构,当液压缸运动至行程终点时具有较大动能,如未作减速处理,液压缸活塞与缸盖将发生机械碰撞,产生冲击、噪声,有破坏性.为缓和及防止这种危害发生,因此可在液压回路中设置减速装置或在缸体内设缓冲装置.故障诊断液压缸是液压系统中将液压能转换为机械能的执行元件!其故障可基本归纳为液压缸误动作、无力推动负载以及活塞滑移或爬行等.由于液压缸出现故障而导致设备停机的现象屡见不鲜,因此,应重视液压缸的故障诊断与使用维护工作。
故障诊断及处理误动作或动作失灵原因和处理方法有以下几种:阀芯卡住或阀孔堵塞。当流量阀或方向阀阀芯卡住或阀孔堵塞时,液压缸易发生误动作或动作失灵!此时应检查油液的污染情况;检查脏物或胶质沉淀物是否卡住阀芯或堵塞阀孔;检查阀体的磨损情况,清洗、更换系统过滤器,清洗油箱,更换液压介质。活塞杆与缸筒卡住或液压缸堵塞!此时无论如何操纵,液压缸都不动作或动作甚微。这时应检查活塞及活塞杆密封是否太紧,是否进入脏物及胶质沉淀物:活塞杆与缸筒的轴心线是否对中,易损件和密封件是否失效,所带负荷是否太大.

六角螺母加工_螺母-山东华恒智能装备有限公司

山东重型螺母产品-山东华恒智能装备有限公司
通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤.滚压后,表面粗糙度值的减小,可提高配合性质.油缸是工程机械较主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体.采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间! 国内需要用万吨自由锻液压机生产大锻件的用户主要是电站、石化、冶金和造船。电站所需大锻件如单机600MW以上火电、核电用汽轮机转子、发电机主轴,单机600MW以上核电站用核反应压力壳、蒸发器和稳压器,单机500MW以上水电站水轮机大轴、发电机主轴、镜板等;石化设备大锻件主要是>覫4500mm加氢反应器等高温高压厚壁塔器筒体、封头等;冶金设备主要是>覫1600mm锻造支承辊、大直径热轧工作辊;>20万载重吨船用轴系、舵杆及大马力低速柴油机组合曲轴;大型锻压设备立柱、柱片、工作缸等。
供应商信息