欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
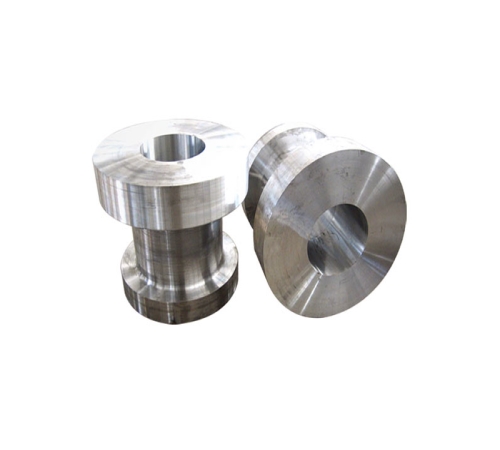
锻造
- 您当前的位置:
- 首页>
- 产品中心 >锻造 >聊城特殊锻造装备_章丘锻造-山东华恒智能装备有限公司

- 产品名称:聊城特殊锻造装备_章丘锻造-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-07
产品说明
噪声和振动:型锻锤必然会产生低频率噪声和振动,但也可能有一定的高频成分,其声压级在95~115分贝之间.工作人员暴露于锻造振动中,可能造成气质性和功能性失调,会降低工作能力和影响安全!锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一!通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件!
东营自封式旋塞阀价格_专业旋塞阀-山东华恒智能装备有限公司

山东特殊压裂产品费用-山东华恒智能装备有限公司

泰安伸缩式液缸定做_液缸加工相关-山东华恒智能装备有限公司
山东华恒智能装备有限公司主营:锻造等等产品,涉及其他石油加工设备等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于其他石油加工设备,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
可对产品进行全方面的质量检测,确保将“严密、精细、零缺陷”的品质观落到实处.公司连续多年被评为“山东省重合同守信用企业”、“三A级信用企业”等荣誉称号,先后取得了美国API20B、API20C认证,欧盟PED认证,ISO900ISO4500ISO1400《压力管道元件制造》特种设备制造许可、安全生产标准化及中国船级社等证书,同时还是中石油、中石化一级网络供应商.华恒智能所选用钢材全部采购于太原钢铁集团、山钢集团、本钢集团、宝钢集团、沙钢集团等国内大型钢铁生产集团,并与太原钢铁集团、本钢集团建立长期战略合作伙伴关系,这为华恒智能未来的发展插上腾飞的翅膀.

山东石油防喷器图片_防喷器图片相关-山东华恒智能装备有限公司
锻压车间现有8000T摩擦压力机、1000T油压机、10T、5T、3T、2T电液锤、空气锤、碾环机等20余台锻压设备,年锻造能力超过4万吨;精密加工车间配有龙门加工中心、数控加工中心、数控车床、数控龙门铣床、数控钻床、深孔钻镗床、磨床等设备200余台.公司建立了完善的质量管理体系,拥有大型理化试验室,配有德国斯派克、英国牛津直读光谱仪、美国KING布氏硬度计、里氏硬度计、-60℃冲击试样低温槽、冲击试样缺口投影仪、摆锤式冲击试验机、超声波无损探伤机、磁粉探伤仪、金相显微镜等检测仪器30余台!
聊城四通定做_空调四通配件-山东华恒智能装备有限公司
聊城特殊锻造装备
在小型人工锻造中,所有这些操作都由数名锻工上手和下手在狭小场所内进行。暴露于相同的有害环境和职业性危害中;在大型锻造车间,危害随工作岗位的不同而各异.工作条件尽管工作条件因锻造形式不同而各异,但具有某些共同特点:中等强度的体力劳动,干热的小气候环境,产生噪声和振动,空气受烟雾污染!工人们同时暴露于高温空气和热辐射下,导致热量在体内积累,热量加上代谢的热量,会造成散热失调和病理变化!8小时劳动的排汗量将随小气体环境、体力消耗以及热适应性程度的不同而异一般在5~5升之间,或甚至更高!
如果您想咨询锻造更多信息,请致电川:17866976989;珍惜与每个对锻造有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,山东华恒智能装备有限公司详细地址:章丘区东昌大道与圣泰路交叉路口西北侧。
公司重视人才的培养与科技发展,建立完善的人材选拔、培训机制。拥有健全的售后服务网络,体现“顾客至上、信誉至上、服务至上”的宗旨,为顾客提供长期的技术支持和全方面服务。公司坚持以“客户导向、持续改进、精益求精、互利共赢”为企业合作理念和发展方略,秉承着“精益求精、臻于至善”的传承,以“勠力同心、锐意进取”的精神,抢抓机遇、趁势而为、奋力开拓!注意事项锻造过程应注意的地方锻造加工过程包括:将材料切割成所需尺寸、加热、锻造、热处理、清理和检验!
一般的中小型锻件都用圆形或方形棒料作为坯料.棒料的晶粒组织和机械性能均匀、良好,形状和尺寸准确,表面质量好,便于组织批量生产。只要合理控制加热温度和变形条件,不需要大的锻造变形就能锻出性能优良的锻件.铸锭仅用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心!因此必须通过大的塑性变形,将柱状晶破碎为细晶粒,将疏松压实,才能获得优良的金属组织和机械性能。经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。
相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件!锻造用材锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属!金属在变形前的横断面积与变形后的横断面积之比称为锻造比!正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系.
锻造的问题
锻造是提高道具的熟练度和性能的一种锻造技术。这是将含在宝石里的生命能量与无生命力的道具结合在一起,提高道具性能。游戏中的道具可通过锻造, 使每个道具的锻造效果都是不同的。 锻造方法是:将要锻造的装备和每个阶段所需要的宝石放到一起即可。 首先找到菲尔拉的锻造 NPC告诉你要锻造的阶段和提供锻造所需的宝石和钱的即可锻造。以下的阶段都是采用同样的方法, 只要将表示锻造程度的横柱子填满即可。锻造共分10个阶段, 但铁匠的能力有限从3-->4开始有失败的可能性, 如果失败宝石/费用/道具都会失去, 因此要三思而后行
*锻造和大师级锻造哪里学
部落的在奥格瑞玛都能学到,联盟的不知道,没玩过。我挖矿258,锻造210,人39级,在等40级做专业锻造任务和秘银会任务
合成跟锻造有冲突吗?比如合成后就不能锻造了?
合成过,就不能锻造,锻造了就不能合成。。。那就看你个人的经济基础了。。。有钱去锻造,没钱去和一些比较实用的东西。。 有公式和说明
供应商信息