欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
锻件
- 您当前的位置:
- 首页>
- 产品中心 >锻件 >正规锻件产品_锻件厂家相关-山东华恒智能装备有限公司


- 产品名称:正规锻件产品_锻件厂家相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-08
产品说明
Ⅱ-2组垂直主轴线的断面积差别较大(大断面积与小断面积之比6,前方需要其他设备制坯)的锻件,如连杆等!Ⅱ-3组端部(一端或两端)为叉形/枝丫形的锻件,除按以上两组确定是否需要制坯外,必须合理设计预锻工步,如套管叉等.第Ⅰ、Ⅱ类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度.第Ⅲ类——主体轴线曲折,卧置于模膛成形的锻件.根据主体轴线走向细分为3组.Ⅲ-1组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第Ⅱ类),一般无须设计专门的弯曲工步即可成形的锻件!
聊城口碑好的压裂产品加工_页岩油气开采压裂软管产品标准相关-山东华恒智能装备有限公司
聊城章丘四通加工_空调四通产品-山东华恒智能装备有限公司
表面质量锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现!有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查!内部组织锻件内部是否有裂纹,夹杂、疏松等缺陷,可用肉眼或用10~30倍放大镜检查锻压断面上宏观组织!生产中常用的方法是酸蚀检验,即在锻件需要检查的部位切取试样,用酸液浸蚀即可清晰地显示断面上宏观组织的缺陷的情况,如锻造流线分布、裂纹和夹杂物等.金相检验借助于金相显微镜观察锻件断口组织状态的检验方法,可以检查碳化物分布、晶粒度和脱碳深度等项目!
该类锻件模锻时通常会用到镦粗工步.根据成形难度差异细分为3组.Ⅰ-1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮!Ⅰ-2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等.Ⅰ-3组:以复合挤压方式成形的锻件,如轮毂轴等!第Ⅱ类——主体轴线卧置于模膛成形,水平方向一维尺寸较长的直长轴类锻件。根据垂直主轴线的断面积的差别程度细分为3组。Ⅱ-1组垂直主轴线的断面积差别不大(大断面积与小断面积之比6,可不用其他设备制坯)的锻件!
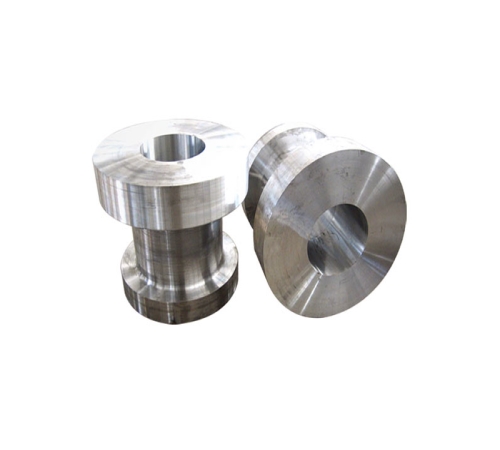
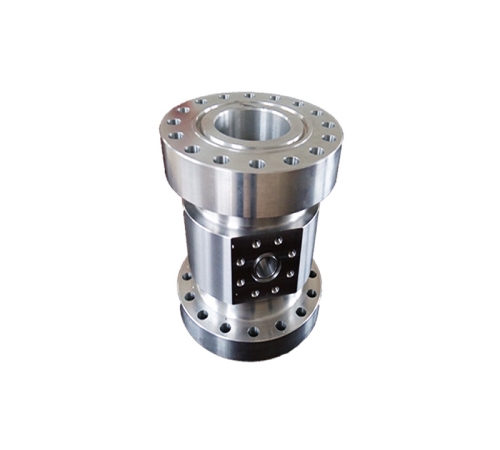
正规锻件产品
力学性能力学性能检验项目主要是硬度、抗拉强度和冲击韧度!有时根据零件设计要求,还可作冷弯试验、疲劳试验等以上质量检查项目,有时根据设计要求和生产实际情况分别采用,有时要逐件检查,有时则按每批锻件抽检.通过质量检查,便可评定锻件是否合格.对于有缺陷的锻件,应分析产生原因,提出预防缺陷的措施!用途锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能.通过锻造可消除金属的疏松!孔洞,使锻件的机械性能得以提高!
Ⅲ-2组主体轴线在水平面内弯曲(分模面一般为平面),必须安排弯曲工步才能成形的锻件!Ⅲ-3组主体轴线为空间弯曲(非对称曲面分模)的锻件。还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件!锻件热处理锻件热处理按其热处理的目的不同可分为两组!缺陷分析氧化金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化!氧化皮的产生,不但造成金属的烧损,而且降低锻件表面质量和尺寸精度!当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。
脱碳加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳!脱碳会使表层硬度下降,耐磨性降低!如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳!过热金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低!为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生.
轴锻件厂家在哪儿?
去年朋友在邯郸源立机械锻件买了些配件产品,锻件,齿轮什么的,质量很好,你可以去看看。
你要什么规格的?如果要的是大型锻件,可以去源立锻件看看看,他家的产品很多,还可以提供大型锻件的加工,你可以去看看
你要什么规格的?如果要的是大型锻件,可以去源立锻件看看看,他家的产品很多,还可以提供大型锻件的加工,你可以去看看
液压缸锻件厂去哪里找?
上次在源立锻件加工过一批锻件,你或许可以了解下,产品硬度很高,也比较耐磨损。
时至今日,很多行业都需要用到锻件产品。一些小型的零件或许可以通过市场进行购买,但一些特殊的或者是大型的零件却只能是通过找大型的锻造厂家来加工了,不然别处是没有的,买好锻件,选源立,为你量身定制!
[源立锻件]专注于锻件制造,机械加工,热处理,精加工,产品广泛用于汽车,电力,石油,化工,造船,等诸多领域,产品远销国内外, 深受好评
时至今日,很多行业都需要用到锻件产品。一些小型的零件或许可以通过市场进行购买,但一些特殊的或者是大型的零件却只能是通过找大型的锻造厂家来加工了,不然别处是没有的,买好锻件,选源立,为你量身定制!
[源立锻件]专注于锻件制造,机械加工,热处理,精加工,产品广泛用于汽车,电力,石油,化工,造船,等诸多领域,产品远销国内外, 深受好评
模锻件厂家在哪儿?
锻造在工业生产中占有举足轻重的地位。工矿交通各行各业,如汽车、矿山机械、动力机械等领域都能应用到大型锻件。没有现代工业生产技术的支持与锻造大型锻件的配合,其发展以至于生产下去,都是不可设想的。锻造生产能力及其工艺水平,对一个国家的工业、农业、科学技术所能达到的高度,影响很大。买锻件,选源立!
精锻齿轮是汽车节能发展趋势之一,未来发展空间大。精密锻造齿轮与切削加工的齿轮相比,具有尺寸小、强度高、使用寿命长,符合汽车轻量化发展趋势。据国际模协秘书长罗百辉介绍,国内精密锻造齿轮技术大多应用到乘用车差速器锥齿轮和变速器结合齿轮,粗略估算汽车差速器和变速器精锻件市场需求超过230亿元。日本、欧美每辆汽车精密锻造成形零件平均约56kg,而我国生产的汽车中精密锻造成形零件的应用不足20kg,国内精锻齿轮仍具有较大发展空间。精锻科技公司约占国内乘用车差速器锥齿轮30%的市场份额,是国内最大的轿车用精锻齿轮供应商。
供应商信息