欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
自由锻
- 您当前的位置:
- 首页>
- 产品中心 >自由锻 >德州章丘自由锻厂家电话_自由锻零件相关-山东华恒智能装备有限公司
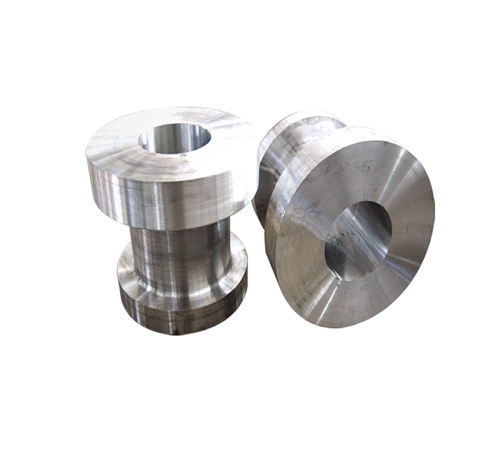
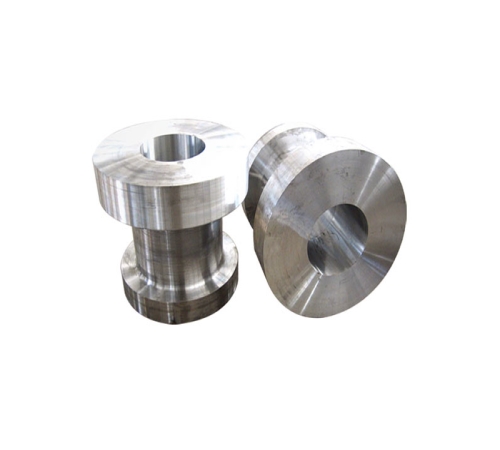
- 产品名称:德州章丘自由锻厂家电话_自由锻零件相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-08
产品说明
折叠可能由于坯料在锻压时送进量小于单面压下量而造成的!主要设备自由锻造的设备分为锻锤和液压机两大类.生产中使用的锻锤有空气锤和蒸汽-空气锤,有些厂还使用结构简单,投资少的弹簧锤、夹板锤、杠杆锤和钢丝锤等.液压机是以液体产生的静压力使坯料变形的,是生产大型锻件的指定方式。镦粗【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。镦粗工序主要用于锻造齿轮坯、圆饼类锻件!镦粗工序可以有效地改善坯料组织,减小力学性能的异向性!

济南油管四通价格_不锈钢油管四通-山东华恒智能装备有限公司
常用的弯曲方法有以下两种:锻锤压紧弯曲法。坯料的一端被上、下砧压紧,用大锤打击或用吊车拉另一端,使其弯曲成形。模弯曲法!在垫模中弯曲能得到形状和尺寸较准确的小型锻件!切割【切割】是指将坯料分成几部分或部分地割开,或从坯料的外部割掉一部分,或从内部割出一部分的锻造工序。错移【错移】是指将坯料的一部分相对另一部分平行错开一段距离,但仍保持轴心平行的的锻造工序,常用于锻造曲轴零件。错移时,先对坯料进局部切割,然后在切口两侧分别施加大小相等、方法相反且垂直于轴线的冲击力或压力,使坯料实现错移!

泰安四角螺母定制_六角头螺母相关-山东华恒智能装备有限公司
德州章丘自由锻厂家电话
中间镦粗!这种方法用于锻造中间断面大,两端断面小的锻件,例如双面都有凸台的齿轮坯就采用此法锻造!坯料镦粗前,需先将坯料两端拔细,然后使坯料直立在两个漏盘中间进行锤击,使坯料中间部分镦粗。为了防止镦粗时坯料弯曲,坯料高度h与直径d之比h/d≤5。冲孔【冲孔】是在坯料上冲出透孔或不透孔的锻造工序!冲孔的方法主要有以下两种:双面冲孔法.用冲头在坯料上冲至2/3~3/4深度时,取出冲头,翻转坯料,再用冲头从反面对准位置,冲出孔来!
锻接【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序。锻接的方法有搭接、对接、咬接等.锻接后的接缝强度可达被连接材料强度的70%~80%。扭转【扭转】是将毛料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序!该工序多用于锻造多拐曲轴和校正某些锻件!小型坯料扭转角度不大时,可用锤击方法缺陷裂纹可能由坯料质量不好、加热不充分、锻造温度过低、锻件冷却不当和锻造方法有误造成的。末端凹陷和轴心裂纹可能由于锻造时坯料内部未热或坯料整个截面未锻透,变形只产生在坯料表面造成的!

泰安油管四通材料_模锻油管四通-山东华恒智能装备有限公司
拔长常用于锻造杆、轴类零件!拔长的方法主要有两种:在平砧上拔长。在芯棒上拔长.锻造时,先芯棒插入冲好孔的坯料中,然后当作实心坯料进行拔长!拔长时,一般不是一次拔成,先将坯料拔成六角形,锻到所需长度后,再倒角滚圆,取出芯棒。为便于取出芯棒,芯棒的工作部分应有1:100左右的斜度!这种拔长方法可使空心坯料的长度增加,壁厚减小,而内径不变,常用于锻造套筒类长空心锻件.弯曲【弯曲】采用一定的工模具将坯料弯成所规定的外形的锻造工序,称为弯曲。
分类自由锻造分手工自由锻和机器自由锻!手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产。在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用!而产生的锻件形状和尺寸主要由操作工的技术水平决定!基本工序自由锻造的基本工序包括镦粗、拔长、冲孔、弯曲、扭转、错移、切割及锻接等!拔长【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序!
自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。锻造特点自由锻造所用工具和设备简单,通用性好,成本低。同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能.锻件形状简单,操作灵活!因此,它在重型机器及重要零件的制造上有特别重要的意义!应用领域自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产!
山东华恒智能装备有限公司,位于章丘区东昌大道与圣泰路交叉路口西北侧。公司主营其他石油加工设备行业,如何了解{推广产品}产品信息详情请拔打热线:17866976989川。
自由锻技术标准
建议你去爱问共享资料中下载···
模锻的工作原理与自由锻相比有何区?
模锻:产品形状较复杂,靠上下模型腔挤压成型自由锻:产品形状简单,直接在摩擦压力机锻打成形。如果喜欢点个好评呗
制订自由锻工艺规程的主要内容和步骤是什么?
(1)绘制锻件图:锻件图是在零件图的基础上,考虑切削加工余量、锻件公差、工艺余块等所绘制的图样。
(2)选择锻造工序:确定锻造工序的依据是锻件的形状、尺寸、技术要求和生产数量等。
(3)确定坯料质量和尺寸:坯料有铸锭和型材两种,前者用于大、中型锻件,后者用于中、小型锻件。
(4)选择锻造设备:应根据坯料的种类、质量以及锻造基本工序、设备的锻造能力等因素,并结合工厂现有设备条件综合确定锻造设备。
(2)选择锻造工序:确定锻造工序的依据是锻件的形状、尺寸、技术要求和生产数量等。
(3)确定坯料质量和尺寸:坯料有铸锭和型材两种,前者用于大、中型锻件,后者用于中、小型锻件。
(4)选择锻造设备:应根据坯料的种类、质量以及锻造基本工序、设备的锻造能力等因素,并结合工厂现有设备条件综合确定锻造设备。
天地之门1自由锻怎么合理安排
按照五行相生的规律排 青龙→朱雀→麒麟→白虎→玄武→青龙
尽量要用速度快的招
除了*后一招外
尽量别用吹飞的招
那些说前面相同属性*后一个相生的都不好使
采纳吧
尽量要用速度快的招
除了*后一招外
尽量别用吹飞的招
那些说前面相同属性*后一个相生的都不好使
采纳吧
近年来,定襄县委、县政府高度重视法兰锻造业改革工作,始终把法兰锻造业改革作为高质量发展、提升综合竞争力、改善民生、构建和谐社会的一项重要基础工程和战略任务来抓,大力实施品牌计划2017年8月8日,“中国WTO/TBT-SPS国家通报咨询中心山西法兰锻造研究评议基地”在定襄县揭牌,山西省应对国外技术性贸易措施研究评议平台落户定襄。“获得出口法兰锻件产品质量安全示范区”称号,这是国内法兰锻件产品质量安全示范区。2017年7月和8月组织了“中国锻压协会秘书长会议”和“全国大型自由锻件专家高峰论坛”两个全国性的会议,有效提升了该县法兰锻件产品质量水平,进一步擦亮了定襄法兰品牌。通过开展“煤改气、集中供热、河道治理”三大攻坚战,取缔燃煤加热炉969台,全县324家锻造企业全部使用清洁能源加热,2017年12月该县获得“绿色锻造产业示范基地”称号,形成了绿色锻造新格局。这些成绩的取得都为定襄筹建中国出口法兰技术促进委员会奠定了重要基础。
供应商信息