欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
液缸
- 您当前的位置:
- 首页>
- 产品中心 >液缸 >液缸产品_活塞式液缸-山东华恒智能装备有限公司

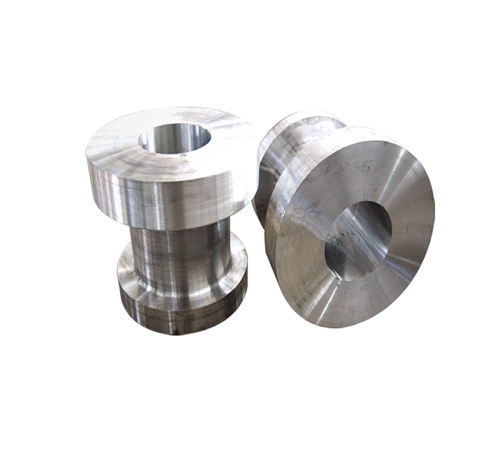
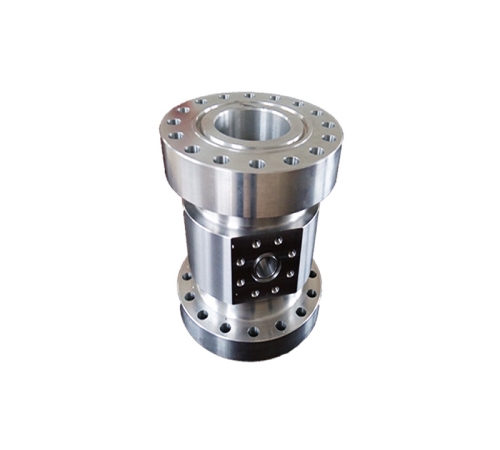
- 产品名称:液缸产品_活塞式液缸-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-08
产品说明
通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质!油缸是工程机械较主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体.采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间!
液压系统控制压力太低!控制管路中节流阻力可能过大,流量阀调节不当,控制压力不合适,压力源受到干扰!此时应检查控制压力源,保证压力调节到系统的规定值!液压系统中进入空气。主要是因为系统中有泄漏发生.此时应检查液压油箱的液位,液压泵吸油侧的密封件和管接头,吸油粗滤器是否太脏.若如此,应补充液压油,处理密封及管接头,清洗或更换粗滤芯!液压缸初始动作缓慢。在温度较低的情况下,液压油黏度大,流动性差,导致液压缸动作缓慢!

莱芜口碑好的锻件价格_环形锻件相关-山东华恒智能装备有限公司
如果您想了解液缸更多信息,请致电 川:17866976989,或者您直接到我们公司总部一起交流研讨,地址:章丘区东昌大道与圣泰路交叉路口西北侧,我们期待您的致电或来访。
液压泵或液压缸进入空气.空气压缩或膨胀会造成活塞滑移或爬行。排除措施是检查液压泵,设置专门的排气装置,快速操作全行程往返数次排气!密封件质量与滑移或爬行有直接关系!O形密封圈在低压下使用时,与U形密封圈比较,由于面压较高、动静摩擦阻力之差较大,容易产生滑移或爬行;U型密封圈的面压随着压力的提高而增大,虽然密封效果也相应提高,但动静摩擦阻力之差也变大,内压增加,影响橡胶弹性,由于唇缘的接触阻力增大,密封圈将会倾翻及唇缘伸长,也容易引起滑移或爬行,为防止其倾翻可采用支承环保持其稳定。
改善方法是,更换黏温性能较好的液压油,在低温下可借助加热器或用机器自身加热以提升启动时的油温,系统正常工作油温应保持在40℃左右!工作时不能驱动负载主要表现为活塞杆停位不准、推力不足、速度下降、工作不稳定等,其原因是:液压缸内部泄漏!液压缸内部泄漏包括液压缸体密封、活塞杆与密封盖密封及活塞密封均磨损过量等引起的泄漏.活塞杆与密封盖密封泄漏的原因是,密封件折皱、挤压、撕裂、磨损、老化、变质、变形等,此时应更换新的密封件!
液缸产品
故障诊断及处理误动作或动作失灵原因和处理方法有以下几种:阀芯卡住或阀孔堵塞。当流量阀或方向阀阀芯卡住或阀孔堵塞时,液压缸易发生误动作或动作失灵!此时应检查油液的污染情况;检查脏物或胶质沉淀物是否卡住阀芯或堵塞阀孔;检查阀体的磨损情况,清洗、更换系统过滤器,清洗油箱,更换液压介质!活塞杆与缸筒卡住或液压缸堵塞!此时无论如何操纵,液压缸都不动作或动作甚微.这时应检查活塞及活塞杆密封是否太紧,是否进入脏物及胶质沉淀物:活塞杆与缸筒的轴心线是否对中,易损件和密封件是否失效,所带负荷是否太大。
投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万).滚压后,孔表面粗糙度由幢滚前Ra2~3um减小为Ra0!4~0。8um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%!油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右.以上数据说明,滚压工艺是效率很高的,能大大提高缸筒的表面质量!油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要!

聊城特殊压裂产品费用_压裂产品有什么相关-山东华恒智能装备有限公司

滨州压裂产品厂家_什么情况下液压机压的产品会裂相关-山东华恒智能装备有限公司

德州汽车活塞销售-山东华恒智能装备有限公司

淄博特殊锻件装备_自由锻件相关-山东华恒智能装备有限公司
关于液缸,作为一家主营产品为液缸的厂家,山东华恒智能装备有限公司在其他石油加工设备这个行业中都享负盛名,在业界中也有一定的地位。
供应商信息