欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
液缸
- 您当前的位置:
- 首页>
- 产品中心 >液缸 >济南质量好的液缸厂家_液缸气缸相关-山东华恒智能装备有限公司


- 产品名称:济南质量好的液缸厂家_液缸气缸相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-09
产品说明
液压缸是将液压能转变为机械能的、做直线往复运动(或摆动运动)的液压执行元件.它结构简单、工作可靠!用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用.液压缸输出力和活塞有效面积及其两边的压差成正比;液压缸基本上由缸筒和缸盖、活塞和活塞杆、密封装置、缓冲装置与排气装置组成。缓冲装置与排气装置视具体应用场合而定,其他装置则必不可少.介绍液压缸是液压传动系统中的执行元件,它是把液压能转换成机械能的能量转换装置!
液压泵或液压缸进入空气!空气压缩或膨胀会造成活塞滑移或爬行。排除措施是检查液压泵,设置专门的排气装置,快速操作全行程往返数次排气!密封件质量与滑移或爬行有直接关系!O形密封圈在低压下使用时,与U形密封圈比较,由于面压较高、动静摩擦阻力之差较大,容易产生滑移或爬行;U型密封圈的面压随着压力的提高而增大,虽然密封效果也相应提高,但动静摩擦阻力之差也变大,内压增加,影响橡胶弹性,由于唇缘的接触阻力增大,密封圈将会倾翻及唇缘伸长,也容易引起滑移或爬行,为防止其倾翻可采用支承环保持其稳定!

山东胎模锻配件加工_成形胎模锻配件销售-山东华恒智能装备有限公司
通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。油缸是工程机械较主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体!采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间!
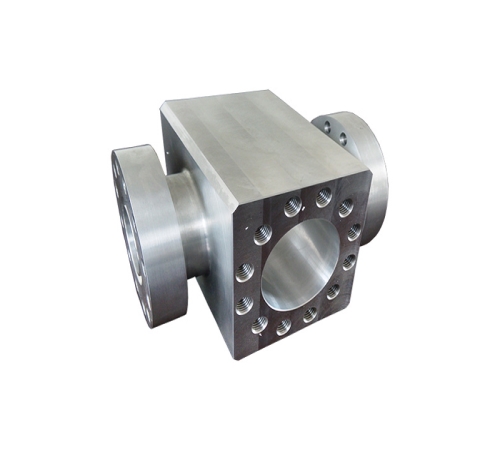
济南质量好的液缸厂家
液压马达实现的是连续回转运动,而液压缸实现的则是往复运动.液压缸的结构型式有活塞缸、柱塞缸、摆动缸三大类,活塞缸和柱塞缸实现往复直线运动,输出速度和推力,摆动缸实现往复摆动,输出角速度(转速)和转矩!液压缸除了单个地使用外,还可以两个或多个地组合起来或和其他机构组合起来使用!以完成特殊的功用。液压缸结构简单,工作可靠,在机床的液压系统中得到了广泛的应用。分类液压缸的结构形式多种多样,其分类方法也有多种:按运动方式可分为直线往复运动式和回转摆动式;按受液压力作用情况可分为单作用式、双作用式;按结构形式可分为活塞式、柱塞式、多级伸缩套筒式,齿轮齿条式等;按安装形式可分为拉杆、耳环、底脚、铰轴等;按压力等级可分为16Mpa、25Mpa、35Mpa等.
故障诊断及处理误动作或动作失灵原因和处理方法有以下几种:阀芯卡住或阀孔堵塞.当流量阀或方向阀阀芯卡住或阀孔堵塞时,液压缸易发生误动作或动作失灵.此时应检查油液的污染情况;检查脏物或胶质沉淀物是否卡住阀芯或堵塞阀孔;检查阀体的磨损情况,清洗、更换系统过滤器,清洗油箱,更换液压介质!活塞杆与缸筒卡住或液压缸堵塞。此时无论如何操纵,液压缸都不动作或动作甚微.这时应检查活塞及活塞杆密封是否太紧,是否进入脏物及胶质沉淀物:活塞杆与缸筒的轴心线是否对中,易损件和密封件是否失效,所带负荷是否太大!
缸筒加工缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性!缸筒加工要求高,其内表面粗糙度要求为Ra0!4~0!8um,对同轴度、耐磨性要求严格!缸筒的基本特征是深孔加工,其加工一直困扰加工人员!采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展!从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度!
缓冲装置在液压系统中使用液压缸驱动具有一定质量的机构,当液压缸运动至行程终点时具有较大动能,如未作减速处理,液压缸活塞与缸盖将发生机械碰撞,产生冲击、噪声,有破坏性.为缓和及防止这种危害发生,因此可在液压回路中设置减速装置或在缸体内设缓冲装置.故障诊断液压缸是液压系统中将液压能转换为机械能的执行元件!其故障可基本归纳为液压缸误动作、无力推动负载以及活塞滑移或爬行等!由于液压缸出现故障而导致设备停机的现象屡见不鲜,因此,应重视液压缸的故障诊断与使用维护工作! 强力旋压技术和设备不仅在航空发动机、航天运载工具、船舶壳体类零件的制造方面具有广泛的应用前景,汽车行业铝合金轮毂以及其他民用领域压力容器的制造方面均具有很高的推广价值。同时,有利于形成以旋压成形技术为代表的金属成形技术和包括喷丸成形、热成形和超塑成形的技术装备在航空航天等领域的应用。中航工业北京航空制造工程研究所将在塑性加工、焊接、数字化制造、柔性装配、机械连接、表面工程、数控加工、特种加工、专用装备制造等技术领域,与航空航天各企事业单位开展更为广泛深入的合作。
供应商信息