欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
自由锻
- 您当前的位置:
- 首页>
- 产品中心 >自由锻 >自由锻定制_自动化自由锻-山东华恒智能装备有限公司


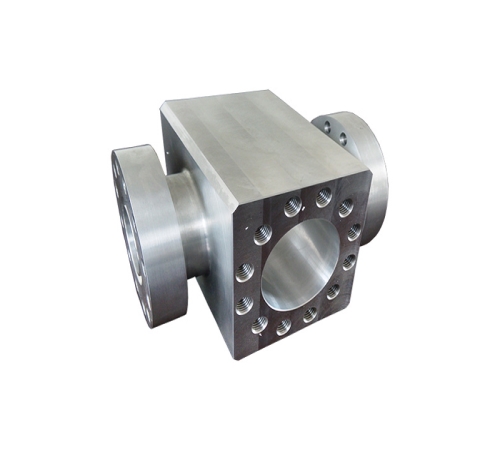
- 产品名称:自由锻定制_自动化自由锻-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-09
产品说明
常用的弯曲方法有以下两种:锻锤压紧弯曲法。坯料的一端被上、下砧压紧,用大锤打击或用吊车拉另一端,使其弯曲成形!模弯曲法!在垫模中弯曲能得到形状和尺寸较准确的小型锻件。切割【切割】是指将坯料分成几部分或部分地割开,或从坯料的外部割掉一部分,或从内部割出一部分的锻造工序!错移【错移】是指将坯料的一部分相对另一部分平行错开一段距离,但仍保持轴心平行的的锻造工序,常用于锻造曲轴零件!错移时,先对坯料进局部切割,然后在切口两侧分别施加大小相等、方法相反且垂直于轴线的冲击力或压力,使坯料实现错移.
锻接【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序!锻接的方法有搭接、对接、咬接等!锻接后的接缝强度可达被连接材料强度的70%~80%!扭转【扭转】是将毛料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序.该工序多用于锻造多拐曲轴和校正某些锻件!小型坯料扭转角度不大时,可用锤击方法缺陷裂纹可能由坯料质量不好、加热不充分、锻造温度过低、锻件冷却不当和锻造方法有误造成的。末端凹陷和轴心裂纹可能由于锻造时坯料内部未热或坯料整个截面未锻透,变形只产生在坯料表面造成的!
分类自由锻造分手工自由锻和机器自由锻!手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产!在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用!而产生的锻件形状和尺寸主要由操作工的技术水平决定.基本工序自由锻造的基本工序包括镦粗、拔长、冲孔、弯曲、扭转、错移、切割及锻接等!拔长【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。
如果您想了解自由锻更多信息,请致电 川:17866976989,或者您直接到我们公司总部一起交流研讨,地址:章丘区东昌大道与圣泰路交叉路口西北侧,我们期待您的致电或来访。
中间镦粗!这种方法用于锻造中间断面大,两端断面小的锻件,例如双面都有凸台的齿轮坯就采用此法锻造。坯料镦粗前,需先将坯料两端拔细,然后使坯料直立在两个漏盘中间进行锤击,使坯料中间部分镦粗。为了防止镦粗时坯料弯曲,坯料高度h与直径d之比h/d≤5!冲孔【冲孔】是在坯料上冲出透孔或不透孔的锻造工序!冲孔的方法主要有以下两种:双面冲孔法!用冲头在坯料上冲至2/3~3/4深度时,取出冲头,翻转坯料,再用冲头从反面对准位置,冲出孔来!
威海井口防喷器采购_防喷器液压相关-山东华恒智能装备有限公司

济南热锻锻件技术_铝合金锻件相关-山东华恒智能装备有限公司
冷锻锻件产品_铝合金锻件相关-山东华恒智能装备有限公司
自由锻定制
拔长常用于锻造杆、轴类零件!拔长的方法主要有两种:在平砧上拔长.在芯棒上拔长!锻造时,先芯棒插入冲好孔的坯料中,然后当作实心坯料进行拔长.拔长时,一般不是一次拔成,先将坯料拔成六角形,锻到所需长度后,再倒角滚圆,取出芯棒!为便于取出芯棒,芯棒的工作部分应有1:100左右的斜度!这种拔长方法可使空心坯料的长度增加,壁厚减小,而内径不变,常用于锻造套筒类长空心锻件!弯曲【弯曲】采用一定的工模具将坯料弯成所规定的外形的锻造工序,称为弯曲!
自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻!锻造特点自由锻造所用工具和设备简单,通用性好,成本低.同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能.锻件形状简单,操作灵活!因此,它在重型机器及重要零件的制造上有特别重要的意义。应用领域自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产.

泰安品牌压裂头型号_偏心式压裂头采购-山东华恒智能装备有限公司
自由锻技术标准
建议你去爱问共享资料中下载···
模锻的工作原理和自由锻相比有什么区?
自由锻是将加热好的金属坯料放在锻造设备的上,下砥铁之间,施加冲击力或压力,直接使坯料产生塑性变形,从而获得所需锻件的一种加工方法。 自由锻由于锻件形状简单,操作灵活,适用于单件,小批量及重型锻件的生产。自由锻分手工自由锻和机器自由锻。手工自由锻生产效率低,劳动强度大,仅用于修配或简单,小型,小批锻件的生产,在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
中国重型机械研究院有限公司“创新工程及金属锻压重大装备技术研发平台建设”荣获2008年度国家首次设立的“企业科技创新奖”,这标志着该院自主创新能力又取得突破性进展。这几年,该院有29项成果荣登中国企业新纪录,国内首台首套先进技术与装备不断涌现,每年开发的新技术、新产品30多项,科技成果推广应用率达100%,主营产品市场占有率连年攀升,许多项目是与国际著名企业同台竞标中获得的,提供重大技术装备近百套,每年产生数千亿元的产品,形成了具有鲜明特色的自主品牌。 2004年该院研制的100MN双动铝挤压机获得国家科技进步一等奖后,我国高速列车、高压输变电、军工等行业均已大量应用此装备生产国产化材料,摆脱了依赖国外装备的局面。从此以后,瞄准国外技术发展趋势和前沿技术,打破重型机械装备国外垄断的格局、以国产化装备装备中国就成了该院的方向标。 在打造中国的民族品牌中,该研究院敢与高手较量。从2000年到2005年,中国钢铁企业引进国外板坯连铸设备引进技术费和设备费约70多亿元人民币。我国现有大型板坯连铸机约120台需要改造,而近年还需要新增和更新换代的板坯连铸机40台,如果全部引进,需要40亿元人民币。为此,中国重型院呼吁国家支持中国科技人员,尽快搞出达到国际先进水平并具有自主产权的连铸设备。 不久,连铸作为中国重型院一项重要攻关项目被列为开发重点。科技人员潜心研究,长期困扰中国连铸技术发展瓶颈的9个方面,20项关键技术,80多个重要技术点终于被他们拿下。与宝钢联手研制的大型中薄板坯连铸机试验平台,为舞钢研制制造的300×2500mm2宽厚板连铸技术装备,其技术达到国际先进水平,中国重型院在国际同行中具有了话语权。由于自主创新业绩优秀,陕西省将“陕西省大型板坯连铸成套技术装备产业化基地”设在了该院,列入陕西省“13115”科技创新工程中。2008年由中国机械工业联合会组织专家论证通过,在研究院设立“中国机械工业连铸技术装备重点(工程)实验室”,连续铸钢技术装备已成为该院强势之一。 宝钢、舞钢工程获得成功,在国内外产生巨大反响,极大地促进了中国连铸技术装备国产化的进程,但研究院并没有停止创新的脚步。进入21世纪,为提高我国在大型挤压、自由锻造装备和锻造工艺技术的实力,中国重型院组织攻关,研制开发出中国一流的大型油压挤压、油压锻造装备。与上重联手研制开发全球吨位最大、技术含量领先,并具有完全自主知识产权的165MN大型自由锻造油压机。该装备的投入运行,使我国自由锻件可以达到单件最大600吨的生产能力,对于核电工业国产化具有重大的战略意义和深远的社会意义。
供应商信息