欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
轴承座
- 您当前的位置:
- 首页>
- 产品中心 >轴承座 >淄博不锈钢轴承座_非标轴承座相关-山东华恒智能装备有限公司



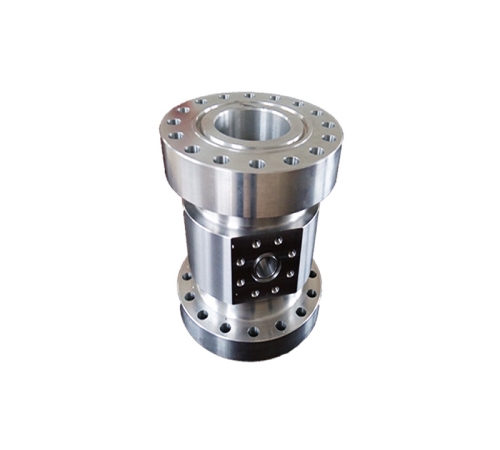
- 产品名称:淄博不锈钢轴承座_非标轴承座相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-09
产品说明
华恒智能所选用钢材全部采购于太原钢铁集团、山钢集团、本钢集团、宝钢集团、沙钢集团等国内大型钢铁生产集团,并与太原钢铁集团、本钢集团建立长期战略合作伙伴关系,这为华恒智能未来的发展插上腾飞的翅膀!公司重视人才的培养与科技发展,建立完善的人材选拔、培训机制!拥有健全的售后服务网络,体现“顾客至上、信誉至上、服务至上”的宗旨,为顾客提供长期的技术支持和多方面服务.公司坚持以“客户导向、持续改进、精益求精、互利共赢”为企业合作理念和发展方略,秉承着“精益求精、臻于至善”的传承,以“勠力同心、锐意进取”的精神,抢抓机遇、趁势而为、奋力开拓。
山东华恒智能装备有限公司座落于山东省章丘经济开发区这片梦想的土地上,激扬着磅礴的力量,用奋斗抒写着产业发展的新篇章!华恒智能是致力于石油井口装备、钻井设备、工程机械、汽车配件的研发、生产、销售及服务于一体的现代化企业,产品广泛应用于石油钻采、工程机械、汽车、电力、冶金等重要行业!公司占地面积60000平方米,配备大型的锻造设备及精密加工设备!锻压车间现有8000T摩擦压力机、1000T油压机、10T、5T、3T、2T电液锤、空气锤、碾环机等20余台锻压设备,年锻造能力超过4万吨;精密加工车间配有龙门加工中心、数控加工中心、数控车床、数控龙门铣床、数控钻床、深孔钻镗床、磨床等设备200余台.
安装步骤电机轴承清洗、检查与绝缘垫板要求轴瓦的清洗与检查大型电机轴承均单独装箱运来,开箱后先用吊环螺丝将上瓦和下瓦分别取出作好记号并用煤油清洗,用干布擦干并检查所有槽沟是否干净,有无铸造残留砂子,钨金层与瓦体结合不好,划出的沟道、裂纹存在砂眼和其它掺杂物等)。若无法修复时,则要重新挂钨金!轴承座的清洗与检查轴承座安装引前,也应进清洗检查!将轴承座内腔用刮刀将脏物刮去,用布蘸汽油或溶剂将脏物擦净,观看有无裂纹及砂眼,以防止在运行中出现渗油.
济南新型活塞设备_活塞生产厂家相关-山东华恒智能装备有限公司
淄博不锈钢轴承座
轴承盖与轴承座接合面,轴承座与轴承挡油圈结合面应进行研刮配合,并用塞尺检查,其间隙不得大于0!03毫米!放置轴承座的底板表面也要清理干净,不应有碰伤、锈蚀和毛刺。紧固轴承座的螺钉及座板螺纹均要他细检查,并试拧螺钉检查是否过紧或秃扣!轴承绝缘结构轴承和底板之间必须垫以绝缘垫板或金属垫片,金属垫片用来调整座水平位置.以调整该电机和相联结的另一台电机或机械的相对位置.金属垫片是由0!08~3毫米的金属薄板制成!
公司建立了完善的质量管理体系,拥有大型理化试验室,配有德国斯派克、英国牛津直读光谱仪、美国KING布氏硬度计、里氏硬度计、试验机、-60℃冲击试样低温槽、冲击试样缺口拉床、冲击试样缺口投影仪、摆锤式冲击试验机、超声波无损探伤机、磁粉探伤仪、金相显微镜等检测仪器30余台。可对产品进行的质量检测,确保将“严密、精细、零缺陷”的品质观落到实处。公司连续多年被评为“山东省重合同守信用企业”、“三A级信用企业”等荣誉称号,先后取得了美国API20B、API20C认证,欧盟PED认证,ISO900ISO4500ISO1400《压力管道元件制造》特种设备制造许可、安全生产标准化及中国船级社等证书,同时还是中石油、中石化一级网络供应商,是山东省锻压行业的企业!
现场修复,避免机加工的方法!修复过程一般只需四步:表面处理,将需修复轴承座表面除油污、除潮气;调和修复材料;涂抹材料,将材料均匀的涂抹在轴承座修复部位,填充结实;等待材料固化,可适当加热材料表面加速材料固化.一般的轴承室磨损在3-6小时即可修复完成,操作简单易学、无需特殊设备和专门训练、相比激光焊、冷焊等技术省时省力,费用仅为一般修复费用的1/5-1/10,现场修复更是减少了设备维修时间和运输费用.
哪里有风机轴承座卖?
一般在建材市场就有
或者在大型的风机厂周围都有很多同类商品的店铺的,可以去看看
如果对质量没有太高要求,去二手设备市场看看也可
或者在大型的风机厂周围都有很多同类商品的店铺的,可以去看看
如果对质量没有太高要求,去二手设备市场看看也可
塑料轴承座F207有塑料轴承207的可以配?
可以的,去厂里会给你配的(如若,您对我的答复满意,请点击左下角“好评”,谢谢您的采纳。)
轴承座的工艺规程分析,夹具的设计资料。
*次看到角型轴承座,我想用镗床就可以完成,只要用压板压住就可以了
深圳哪里有卖轴承座SN20?
http://s.taobao.com/search?initiative_id=staobaoz_20140306&js=1&q=%D6%E1%B3%D0%D7%F9SN205&stats_click=search_radio_all%3A1
差速器轴承座过热是什么原因?
(1) 差速器轴承座过热是因为差速器轴承预紧力过大所致,也有因轴承质 量不佳,轴承架破碎所引起。如果发现后桥轴管根部过热,可立即将后桥齿轮 油放出,拆下桥壳后盖,比较差速器轴承处和从动圆柱齿轮(对单级减速器为 从动锥齿轮)的温度,或轴承处的温度明显高于齿轮,可断定存在故障。
应按 下述顺序拆检:①拆掉左、右半轴的凸缘螺栓,在凸缘的两个空螺孔中旋人M12的螺栓, 将半轴顶出,使之与半轴齿轮脱开。②从主动锥齿轮凸缘上拆掉传动轴。③托住减速器外壳,拆掉其与桥壳之间的连接螺栓,抽出减速器放好。
④转动从动圆柱齿轮(对单级减速器为从动锥齿轮),感知差速器轴承的 松紧程度,沿轴向推动齿轮,以察觉是否存在间隙。如果察觉不到间隙,且齿 轮转动阻力不大,则应装复使用,排除疑点;如感到有间隙,且齿轮转动阻力很 小,或者相反,无间隙且阻力很大,均应继续拆检。
⑤打平差速器轴承盖螺母锁片,拧松螺母。打平差速器轴承调整环止动 片的螺栓锁片,拆掉止动片,旋下调整环。检查轴承是否完整无损、转动灵活。 如果轴承完好,灵活,可重新调整轴承的预紧力如果轴承损坏或阻滞,则应更 换合格轴承。(2) 调整预紧力的方法是将带有左、右圆锥滚子轴承的差速器总成装人后 桥壳差速器轴承座之后,装好轴承盖,预旋紧轴承盖螺母,旋人左、右轴承调整 环。
在预紧左、右调整环之前,用卡尺量准左、右轴承盖端面之间的距离。旋 动调整环,使两圆柱齿轮副对正(单级减速器则要调好锥齿轮啮合印迹和齿侧 间隙)后,分多次拧紧调整环,预紧圆锥滚子轴承,直到左、右轴承盖端面之间 的距离比预紧前所测量的距离增大0。
15?0。 35mm为止。然后,将调整环的 锁止缺口对准止动片,注意保持预紧力基本不变,拧紧止动片,翻起锁片,锁住 止动片压紧螺栓。拧紧轴承盖螺母,拧紧力矩需大于167N ? m,翻起锁片锁 住螺母。在无测量量具的情况下,可采用下述方法调整:从差速器轴承被调整环拧 紧到没有轴向间隙时算起,再将左、右调整环中的一个进一步拧紧一个锁止缺口为止。
。
应按 下述顺序拆检:①拆掉左、右半轴的凸缘螺栓,在凸缘的两个空螺孔中旋人M12的螺栓, 将半轴顶出,使之与半轴齿轮脱开。②从主动锥齿轮凸缘上拆掉传动轴。③托住减速器外壳,拆掉其与桥壳之间的连接螺栓,抽出减速器放好。
④转动从动圆柱齿轮(对单级减速器为从动锥齿轮),感知差速器轴承的 松紧程度,沿轴向推动齿轮,以察觉是否存在间隙。如果察觉不到间隙,且齿 轮转动阻力不大,则应装复使用,排除疑点;如感到有间隙,且齿轮转动阻力很 小,或者相反,无间隙且阻力很大,均应继续拆检。
⑤打平差速器轴承盖螺母锁片,拧松螺母。打平差速器轴承调整环止动 片的螺栓锁片,拆掉止动片,旋下调整环。检查轴承是否完整无损、转动灵活。 如果轴承完好,灵活,可重新调整轴承的预紧力如果轴承损坏或阻滞,则应更 换合格轴承。(2) 调整预紧力的方法是将带有左、右圆锥滚子轴承的差速器总成装人后 桥壳差速器轴承座之后,装好轴承盖,预旋紧轴承盖螺母,旋人左、右轴承调整 环。
在预紧左、右调整环之前,用卡尺量准左、右轴承盖端面之间的距离。旋 动调整环,使两圆柱齿轮副对正(单级减速器则要调好锥齿轮啮合印迹和齿侧 间隙)后,分多次拧紧调整环,预紧圆锥滚子轴承,直到左、右轴承盖端面之间 的距离比预紧前所测量的距离增大0。
15?0。 35mm为止。然后,将调整环的 锁止缺口对准止动片,注意保持预紧力基本不变,拧紧止动片,翻起锁片,锁住 止动片压紧螺栓。拧紧轴承盖螺母,拧紧力矩需大于167N ? m,翻起锁片锁 住螺母。在无测量量具的情况下,可采用下述方法调整:从差速器轴承被调整环拧 紧到没有轴向间隙时算起,再将左、右调整环中的一个进一步拧紧一个锁止缺口为止。
。
中国重型机械研究院凭借其雄厚的科研实力和高水平的锻造装备制造能力,立足金属挤压/锻造国家重点实验室这一科技开发平台,携手上海重型机器有限公司、上海交通大学、重庆大学等多方专家,通过产学研用新型联合攻关模式,组合国内科研力量,自主创新,成功研发制造出的拥有我国完全自主知识产权、具有国际先进技术水平的165MN自由锻造设备,精心打造出全球大型自由锻造设备王国的“巨婴”,并将于2008年5月在上海重型机器有限公司正式使用。 该设备的成功研制,标志着我国大型锻压装备和大型锻件制造工艺达到世界先进水平,将在同行业享有国际影响的话语权。 中国重型机械研究院自主开发研制的165MN自由锻造油压机,最大的特点就是采用油泵直接驱动的全液压系统的技术方案,向传统的水压机提出挑战,打造中国自主创新的产品。 该油压机采用三梁四柱三缸上传动全预应力框架结构,动梁采用四面平面导向,工作台宽达5000毫米,压机左右内开档7500毫米,闭合高度8000毫米;液压系统采用油泵直接传动的阀控技术,系统最高压力为35MPa,压机行程控制精度达±1.5毫米,设备总高度为24675毫米,地面以上高度为1.8万毫米,最大零件重量为360吨。压机配有2500kN/6300kN有轨全液压操作机、顶出器和回转升降台等辅助设备,大大提高了设备自动化程度。电控系统以可编程序控制器为主控器,以工控机为人机监控界面,组建现场控制网络,实现压机系统的自动控制,自动诊断,并与操作机实现联动控制。 与此同时,充分借鉴国内外自由锻造液压机的成功发展经验,积极采用世界最先进的技术和元件,并根据我国实际情况,从大型铸锻件的材料选择、冶炼、联合浇铸、加工、热处理、以及起重、运输、安装、调试等方面着手,攻克了多项重大关键技术,占领了具有知识密集、高附加值和高技术水平特点的、属国际上重型自由锻造液压机装备研究的领先技术。在此过程中获得十项国家发明专利和实用新型专利。 165MN大型自由锻造油压机预计今年5月安装调试完毕,进入试生产阶段,届时我国自由锻件可以达到单件最大600吨的生产能力。
供应商信息