欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
模锻
- 您当前的位置:
- 首页>
- 产品中心 >模锻 >山东质量好的模锻费用_模锻厂相关-山东华恒智能装备有限公司



- 产品名称:山东质量好的模锻费用_模锻厂相关-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-09
产品说明
精密模锻是在模锻基础上发展而来,能够锻造一些复杂形状,尺寸精度高的零件,如:锥齿轮,叶片,航空零件等。制备模锻用的锻模,由上下两个模块组成,模膛是锻模的工作部分,上下模各一半。用燕尾和楔固定在锤砧和工作台上;并以锁扣或导柱导向,防止上下模块错位。金属坯料按模膛的形状变形.模锻的工序为制坯、预锻和终锻!终锻模的模膛是按锻件的尺寸、形状,并加上余量和偏差确定的.模锻一般分开口模锻和闭口模锻两种:开口模锻的模膛周围有毛边槽,成形后多余的金属流入槽内,最后将毛边切除;闭口模锻只在端部有很小的毛边,如果坯料准确,也可以不出毛边.

德州品牌压裂头采购_偏心式压裂头批发-山东华恒智能装备有限公司
如果您想咨询模锻更多信息,请致电川:17866976989;珍惜与每个对模锻有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,山东华恒智能装备有限公司详细地址:章丘区东昌大道与圣泰路交叉路口西北侧。
济南压力高的采油树费用_采油树流程相关-山东华恒智能装备有限公司
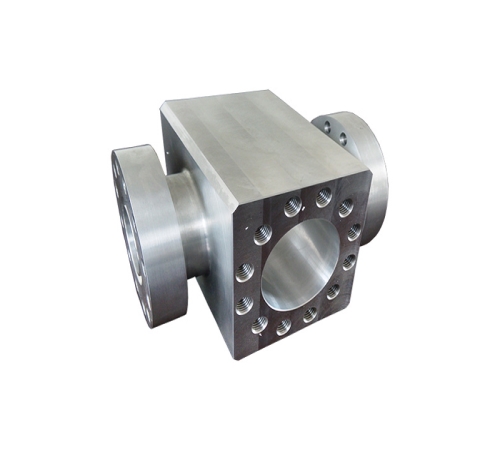
1工艺性分析法兰零件图如图1所示,凸缘部位直径较大为Φ140mm,全高55mm,中心孔径Φ50mm,经计算零件的体积为287950mm3,质量为25kg.如采用Φ145mm×60mm的棒料直接切削加工,材料利用率仅为21%,加工量较大.由于生产批量较大,为了降低生产成本,对该零件采用模锻制坯+切削加工来生产是较好的制造工艺。再考虑到零件尺寸较小,可采用闭式模锻工艺,在常用的锻压设备摩擦螺旋压力机上精密成形法兰锻件,可进一步降低生产成本.
山东质量好的模锻费用
本法兰件的生产工序流程为:下料→毛坯清理→加热→闭式模锻→冲连皮→预先热处理→机械加工→终热处理.模具工作原理法兰锻件的闭式模具结构如图3所示,模架采用1600t摩擦螺旋压力机的标准模架,下模2与后挡板斜面压板5,依靠斜度为15°的斜面装配,并由斜面压板的弯头斜楔与下模座6的斜面槽配合(斜度为10°),通过拧紧螺钉4,下模即被固定在下模座上。侧墙板9和螺钉10用于下模的侧向紧固和调整!上模1与上模座固定方法同上。
模锻是指在指定模锻设备上利用模具使毛坯成型而获得锻件的锻造方法!此方法生产的锻件尺寸准确,加工余量较小,结构也比较复杂生产率高。特点在模锻锤或压力机上用锻模将金属坯料锻压加工成形的工艺!模锻工艺生产效率高,劳动强度低,尺寸准确,加工余量小,并可锻制形状复杂的锻件;适用于批量生产。但模具成本高,需有指定的模锻设备,不适合于单件或小批量生产!1由于有模膛引导金属的流动,锻件的形状可以比较复杂!2锻件内部的锻造流线按锻件轮廓分布,从而提高了零件的力学性能和使用寿命!
3操作简单,易于实现机械化,生产率高!模锻分类根据设备不同,模锻分为锤上模锻,曲柄压力机模锻,平锻机模锻,摩擦压力机、模锻等!锤上模锻所用的设备为模锻锤,通常为空气模锻锤,对形状复杂的锻件,先在制坯模腔内初步成形,然后在锻模腔内锻造.按锻模结构分类:锻模上有容纳多余金属的毛边槽的,称为开式模锻;反之,锻模上没有容纳多余金属的毛边飞槽的,称为闭式模锻!由原始坯料直接成型的,称为单模膛模锻!对形状复杂的锻件,在同一锻模上需要经过若干工步的预成型的,称为多模膛模锻!
美式模锻卸扣厂的地址在哪里?
去年朋友做生意的时候从邯郸的鸡泽那边进的货,质量很不错,那儿的厂家挺多的,你可以去看看
我老家在邯郸鸡泽那边有挺多做索具的,你可以去看看!也可以多比较比较,做做选择
我老家在邯郸鸡泽那边有挺多做索具的,你可以去看看!也可以多比较比较,做做选择
不锈钢法兰的制作工艺是什么? 对焊法兰的制作方式*常见的是自由锻对焊法兰和模锻对焊法兰这两种形式,下面和大家介绍一下这两种生产工艺:
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2....
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。二、模锻 模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。 常用工艺有镦粗、拔长,折弯、冲孔、成型。2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造对焊法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
自由锻对焊法兰的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
作为我国“三个大飞机”之一的大型水陆两栖飞机AG600,它能上天入海,能抢险救灾,能救民于水火,是一款不可或缺的国之重器。而作为中国“一铝”的东轻,主要优势体现在军工和合金化材料保障上,在国防军工和航空航天领域拥有极高的知名度和美誉度。继我国自主研制的大型运输机运-20、C919大型客机之后,东轻又为“鲲龙”AG600提供了锻件、拉伸版、挤压材、表面蒙皮等重要铝合金材料。某合金某状态桨壳模锻件是东轻公司供某用户的重点产品,可供多种型号飞机作为螺旋桨叶中间支架使用,包括AG600水陆两栖飞机在内的中国主力机型,每架飞机上一般使用4个该型产品。“从2015年开始,为提高产品质量,在原有性能指标下,将某合金某状态桨壳自由锻件改制成模压件,全面提升了性能指标。”特材公司副经理龙威介绍说。
供应商信息