欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
梯形丝杆
- 您当前的位置:
- 首页>
- 产品中心 >梯形丝杆 >广东微型梯形丝杆厂家_精密机床丝杆-佛山市畅馨精工科技有限公司



- 产品名称:广东微型梯形丝杆厂家_精密机床丝杆-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-27
产品说明
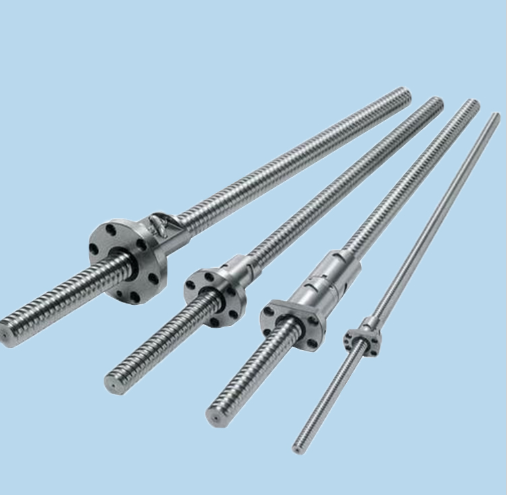
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高!以满足高要求客户的需求为目的!产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证!我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺.根据产品本身的特性和数量来选择不同的生产工艺!丝杆直径从6-150mm都有生产,生产长度可以达到10米!
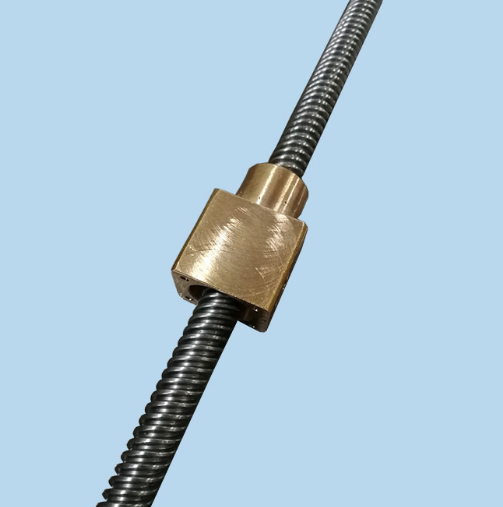
注:复合工程塑料螺母采用自润滑和无润滑操作.要达到!大限度的寿命,建议使用初期的涂镀润滑油脂。效率:除了特别的大导程外,效率会随着导程增大而增加。尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆。但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆。旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削!
广东微型梯形丝杆厂家
我们的质量方针是:质量,顾客至上,持续改进,发展。轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%!螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性!滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工。把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化。同批产品尺寸一致性,互换性好,便于成批量装配!
清溪塑胶机械丝杆_切削机床丝杆厂家-佛山市畅馨精工科技有限公司
丝杆表面常用的处理方式有涂抹防锈油、发黑、磷化黑、镀硬铬、镀装饰铬、镀镍、镀锌等工艺.根据自己的需要选择合适的表面处理方式.特性及优点:与轧制滚珠丝杆相比制造成本较低,从材料、螺母规格和形状、丝杆直经与导程在设计、修改中更具有多样性,以满足客户需要!振动和噪音:畅馨公司使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料消隙螺母配套使用。不会发生滚珠丝杆钢珠循环而引起振动,噪音也低于滚珠丝杆!耐腐蚀性:使用不锈钢材质和工程塑料螺母,丝杆表面防腐处理(详见P……)。
吉安塑胶测量仪器丝杆_梯形丝杆定制相关-佛山市畅馨精工科技有限公司

武汉纠偏设备丝杆_滚扎机床丝杆-佛山市畅馨精工科技有限公司
供应商信息