欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
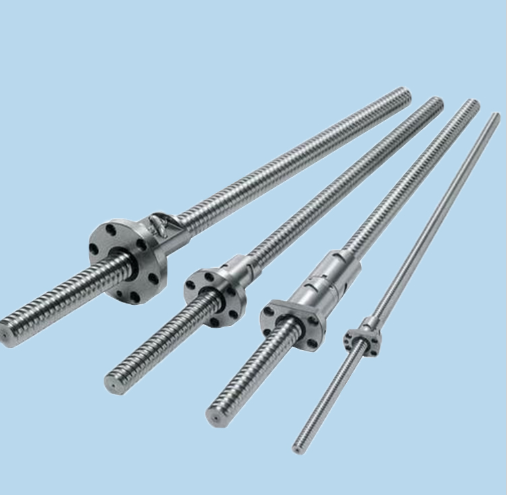
梯形丝杆


- 产品名称:山西旋风铣梯形丝杆厂家_切削机床丝杆生产厂家-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-27
产品说明
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%!螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性.滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工。把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化!同批产品尺寸一致性,互换性好,便于成批量装配.

河源舞台灯光丝杆_超长机床丝杆-佛山市畅馨精工科技有限公司
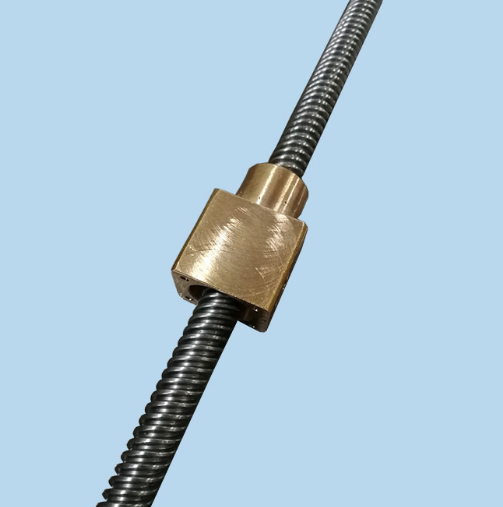
使用频率不高载重不大的情况下丝杆可以不用调质等热处理以节省成本!确实需要高性能的丝杆的话可以做调质处理或者做表面高频.螺母因为铜的材料也分好多牌号,不同的牌号性能和价格差别很大!要根据自己的使用环境来选用合适的材料!并不是单单的在图纸上面标注铜就行了.或者标注的不合适的话要么造成材料的浪费,要么性能达不到设计的要求。大家都知道梯形丝杆有自锁功能但是只有当丝杆的牙距小于外径的1/4才有良好的自锁功能.
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论!润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命!二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中!丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上.润滑的间隔根据实际应用状况决定.
山西旋风铣梯形丝杆厂家

清溪塑胶机械丝杆_切削机床丝杆厂家-佛山市畅馨精工科技有限公司
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)。
注:复合工程塑料螺母采用自润滑和无润滑操作.要达到!大限度的寿命,建议使用初期的涂镀润滑油脂!效率:除了特别的大导程外,效率会随着导程增大而增加!尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆!但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆.旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削。

三水制药设备丝杆-佛山市畅馨精工科技有限公司
不管是单头丝杆还是双头丝杆甚至是多头丝杆我们都能从容应对。公司生产的产品应用于多个行业,包括机床行业,木工机械,纸箱包装机械,陶瓷机械,玻璃机械,产品甚至铁路,桥梁都有采用我公司生产的丝杆,本公司的产品尽管价格上不是!低,那是因为我们不刻意的降低成本,不是为了卖而卖,我们要对客户负责,要对我们的品质负责.让客户买的放心用的放心.很难听说一个把产品价格做到。低的企业可以生存很久!所以说买便宜的产品开心一时后悔一世!
供应商信息