 欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
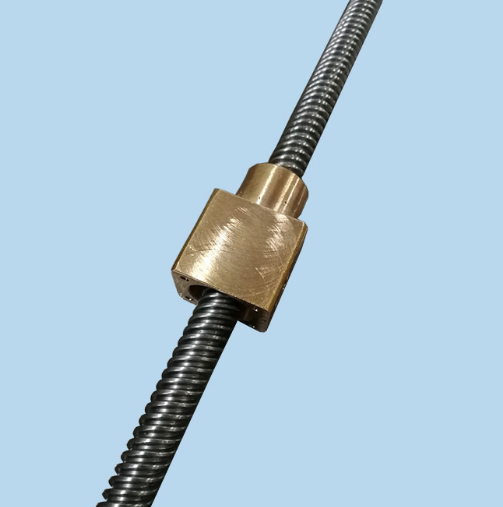
梯形丝杆



- 产品名称:辽宁超长梯形丝杆规格_不锈钢梯形丝杆相关-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-27
产品说明
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
而的产品尽管价格让人心疼,但是心疼一时开心一世。做梯形丝杆常用的材料一般为碳钢和不锈钢两种!碳钢常用的有45钢、40Cr、非调质钢等不锈钢常用的有2Cr1SUS20SUS30SUS30SUS30SUS30SUS316L等材质。做螺母常用的材质有黄铜、锡青铜、铝青铜、球墨铸铁、赛钢、尼龙、锌基耐磨合金等材料。其实好多工况丝杆不调质的情况下已经很耐用了,因为所用的螺母材质的硬度基本上都比丝杆软,正常使用螺母磨损比较快!
辽宁超长梯形丝杆规格
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%!螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性!滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工.把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化.同批产品尺寸一致性,互换性好,便于成批量装配.
不管是单头丝杆还是双头丝杆甚至是多头丝杆我们都能从容应对.公司生产的产品应用于多个行业,包括机床行业,木工机械,纸箱包装机械,陶瓷机械,玻璃机械,产品甚至铁路,桥梁都有采用我公司生产的丝杆,本公司的产品尽管价格上不是。低,那是因为我们不刻意的降低成本,不是为了卖而卖,我们要对客户负责,要对我们的品质负责。让客户买的放心用的放心。很难听说一个把产品价格做到!低的企业可以生存很久!所以说买便宜的产品开心一时后悔一世.
工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格!结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装!设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装。提供一个有效的成本解决方法.使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因!根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间。

浙江耐用梯形丝杆_机床梯形丝杠相关-佛山市畅馨精工科技有限公司
建议加进类似的或者其他元件到模具每一侧,用8级或者相当的紧固装置,其强度至少是模具紧固装置系统强度的二倍。建议达到二倍强度系数,这是因为外侧紧固装置承受了大部分的载荷,而内侧的紧固装置则充当保险或者备用系统。在理想条件下,需要可以用于任何约束定位的永久类似附加物。这通常是很困难的。因为它会与零件或者废料互相干涉。某些情况下,可以靠焊接手段提供约束物。提供深斜角V型沟以允许焊接填料沿厚度方向完全熔化。预处理以保证它在热效应区内和周围正确地熔接。安全标准和模具设计标准要求用丝杆作附加保护,焊接后基本上与母材有相同的强度。建议参照美国焊接协会(AWS)的标准。
供应商信息

