欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
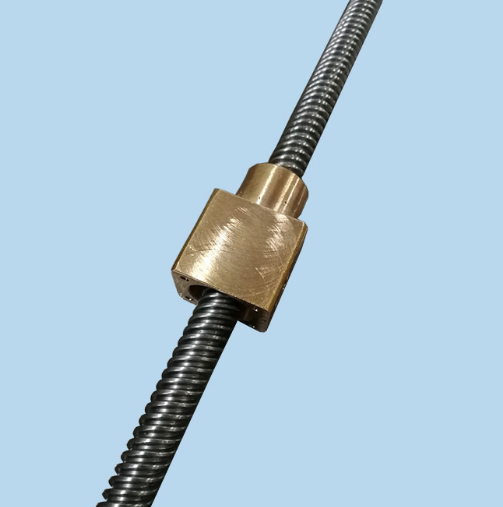
梯形丝杆




- 产品名称:江西切削梯形丝杆加工_梯形丝杆 精密相关-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-27
产品说明
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β。加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹.刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量!畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果.
如果您想了解梯形丝杆更多信息,请致电 林虎:18688291870,或者您直接到我们公司总部一起交流研讨,地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道,我们期待您的致电或来访。
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高.以满足高要求客户的需求为目的!产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证.我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺.根据产品本身的特性和数量来选择不同的生产工艺!丝杆直径从6-150mm都有生产,生产长度可以达到10米。
使用频率不高载重不大的情况下丝杆可以不用调质等热处理以节省成本。确实需要高性能的丝杆的话可以做调质处理或者做表面高频!螺母因为铜的材料也分好多牌号,不同的牌号性能和价格差别很大!要根据自己的使用环境来选用合适的材料!并不是单单的在图纸上面标注铜就行了.或者标注的不合适的话要么造成材料的浪费,要么性能达不到设计的要求。大家都知道梯形丝杆有自锁功能但是只有当丝杆的牙距小于外径的1/4才有良好的自锁功能.
江西耐用梯形丝杆加工_双头机床丝杆-佛山市畅馨精工科技有限公司
江西切削梯形丝杆加工
工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格.结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装!设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装!提供一个有效的成本解决方法。使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因!根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间!
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论.润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命.二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中!丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上。润滑的间隔根据实际应用状况决定!
供应商信息