欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
丝杆
- 您当前的位置:
- 首页>
- 产品中心 >丝杆 >青海调节螺杆丝杆加工厂家_t型丝杆相关-佛山市畅馨精工科技有限公司
- 产品名称:青海调节螺杆丝杆加工厂家_t型丝杆相关-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-27
产品说明
钢球利用端盖,从丝杆轴的沟槽中被掬取到螺母的通孔里,通过通孔又回到沟槽中,做无限循环运动!滚珠丝杠轴承为适应各种用途,提供了标准化种类繁多的产品。广泛应用于机床,滚珠的循环方式有循环导管式、循环器式、端盖式!预压方式有定位预压(双螺母方式、位预压方式)、定压预压.可根据用途选择适当类型.丝杆有研磨加工的精密滚珠丝杠(精度分为从CO-C7的6个等级)和经冷轧加工成型的冷轧滚珠丝杠轴承(精度分为从C7-C10的3个等级)!
福建直线导轨规格_下锁式直线导轨-佛山市畅馨精工科技有限公司
青海调节螺杆丝杆加工厂家
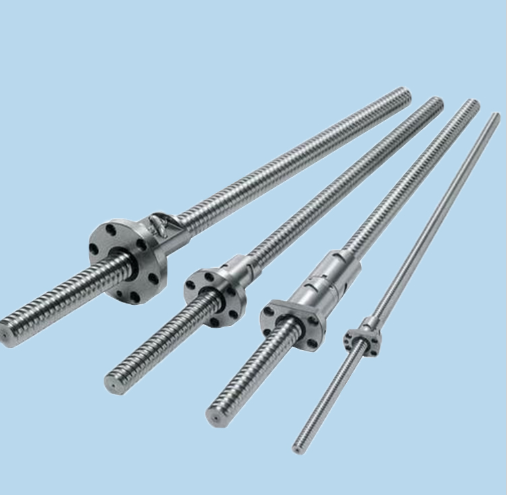
滚珠丝杠是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品!滚珠丝杠是工具机械和精密机械上常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具可逆性和高效率的特点!由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器!滚珠丝杠由螺杆、螺母、钢球、预压片、反向器、防尘器组成。它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,这项发展的重要意义就是将轴承从滑动动作变成滚动动作!
插管式,它用弯管作为返回管道,这种结构工艺性好,但是由于管道突出螺母体外,径向尺寸较大.螺旋槽式,它是在螺母外圆上铣出螺旋槽,槽的两端钻出通孔并与螺纹滚道相切,形成返回通道,这种结构比插管式结构径向尺寸小,但制造较复杂!外循环滚珠丝杠外循环结构和制造工艺简单,使用广泛!其缺点是滚道接缝处很难做得平滑,影响滚珠滚道的平稳性.2)内循环:内循环均采用反向器实现滚珠循环,反向器有两种类型!圆柱凸键反向器,它的圆柱部分嵌入螺母内,端部开有反向槽2!
青海调节螺杆丝杆加工厂家
人们应用螺杆来做传动的历史其实不算很长,传统上的螺杆一直有定位不佳、易损害的情况。直到公元1898年人们尝试将钢珠置入螺帽及螺杆之间以滚动摩擦取代滑动摩擦,来改善其定位不佳及易损害的情况!1940年更将滚珠螺杆置于在汽车转向装置上,更为滚珠螺杆的应用上的巨大改变,并逐渐取代传统艾克姆螺杆(ACME)!直到近年来,滚珠螺杆已成为产业界使用较广的零组件之一!按照国标GB/T17583-1998及应用实例,滚珠丝杠(已基本取代梯形丝杆,俗称丝杆)是用来将旋转运动转化为直线运动;或将直线运动转化为旋转运动的执行元件,并具有传动效率高,定位准确等当滚珠丝杠作为主动体时,螺母就会随丝杆的转动角度按照对应规格的导程转化成直线运动,被动工件可以通过螺母座和螺母连接,从而实现对应的直线运动.
找青海调节螺杆丝杆加工厂家
另外,为应付用户急需交货的情况,还有已对轴端部进行了加工的成品,可自由对轴端部进行追加工的半成品及冷轧滚珠丝杠轴承!作为此轴承的周边零部件,在使用所必要的丝杠支撑单元、螺母支座、锁紧螺母等也已被标准化了,可供用户选择使用!滚珠丝杠轴承以多年来所累积制品技术为基础,从材料、热处理、制造、检查至出货,都是以严谨的品保制度来加以管理,因此具有高信赖性.应用超高DN值滚珠丝杠:高速工具机,高速综合加工中心机端盖式滚珠丝杠:快速搬运系统,一般产业机械,自动化机械高速化滚珠丝杠:CNC机械、精密工具机、产业机械、电子机械、高速化机械精密研磨级滚珠丝杠:CNC机械,精密工具机,产业机械,电子机械,输送机械,航天工业,其它天线使用的致动器、阀门开关装置等螺帽旋转式(R1)系列滚珠丝杠:半导体机械、产业用机器人、木工机、雷射加工机、搬送装置等轧制级滚珠丝杠:低摩擦、运转顺畅的优点,同时供货迅速且价格低廉重负荷滚珠丝杠:全电式射出成形机、冲压机、半导体制造装置、重负荷制动器、产业机械、锻压机械.
循环式导片式(HBN型)这些型号是典型的螺母,通过使用弯管让钢球经行循环。钢球从丝杆轴的沟槽中掬取进入弯管后,再回到沟槽中,做无限循环运动。循环器式(DK、DKN、DIK、JPF和DIR型)这些型号是小型的螺母,通过循环器改变钢球的行进方向,越过丝杆轴外径回到原位,做无限循环运动!端盖式(SBK、SDA、SBKH、WHF、BLK、WGF、BLW、WTF、CNF和BLR型)这些型号是合适高速给进的螺母。
反向槽靠圆柱外圆面及其上端的圆键1定位,以保证对准螺纹滚道方向!扁圆镶块反向器,反向器为一般圆头平键镶块,镶块嵌入螺母的切槽中,其端部开有反向槽3,用镶块的外轮廓定位。两种反向器比较,后者尺寸较小,从而减小了螺母的径向尺寸及缩短了轴向尺寸.但这种反向器的外轮廓和螺母上的切槽尺寸精度要求较高!种类选择滚珠丝杠的螺母,根据钢球的循环方式可分为:弯管式、循环器式、端盖式.这三种循环方式的特长.弯管式(SBN、BNF、BNT、BNFN、BIF和BTK型)这些型号,搜索的到。 高速数控机床,以高速度来达到高效率。目前的国际水平是主轴转速≤25000rpm,加、减速度≤2.5g,快速移动≤160m/min,要达到这个新的水平,数控机床的驱动、机械传动、机械结构、刀具都要有很大的改进。机床的主轴必须使用电主轴,主轴承一般采用陶瓷轴承,难点是冷却、润滑,使用寿命一般20,000h。驱动一般采用直线电机加线性导轨(也有用静压导轨的),90m/min,1g的机床也有用大螺距双滚珠丝杆预张紧方案的双伺服电机驱动的。机械结构一般采用框架箱式结构。刀具采用高硬度高耐热刀具,刀柄采用HSK对柄。
供应商信息