欢迎访问佛山市畅馨精工科技有限公司的网站
欢迎访问佛山市畅馨精工科技有限公司的网站

- 公司名称:佛山市畅馨精工科技有限公司
- 联系人:陈林虎
- 手机:18688291870
- 公司地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道
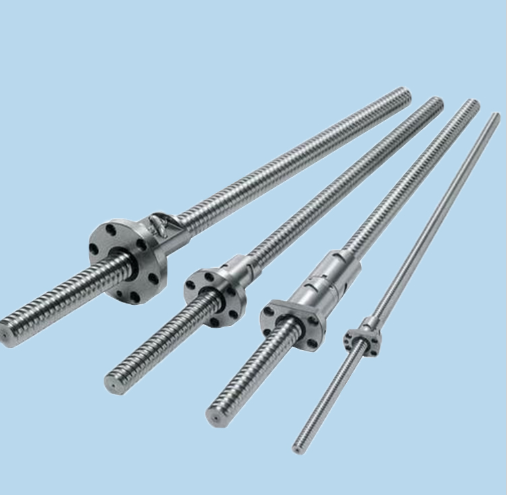
梯形丝杆
- 您当前的位置:
- 首页>
- 产品中心 >梯形丝杆 >辽宁超长梯形丝杆定制_超长机床丝杆-佛山市畅馨精工科技有限公司




- 产品名称:辽宁超长梯形丝杆定制_超长机床丝杆-佛山市畅馨精工科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-29
产品说明
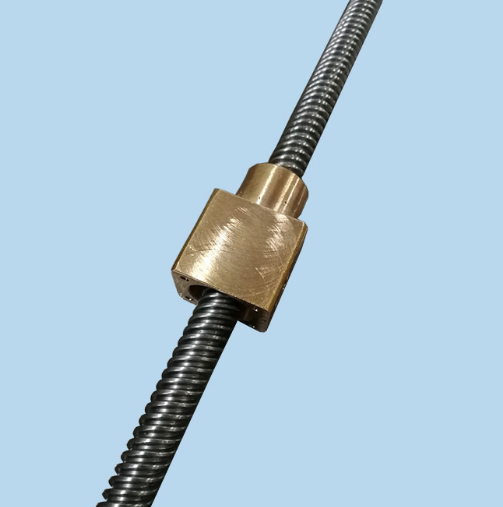
使用频率不高载重不大的情况下丝杆可以不用调质等热处理以节省成本!确实需要高性能的丝杆的话可以做调质处理或者做表面高频!螺母因为铜的材料也分好多牌号,不同的牌号性能和价格差别很大.要根据自己的使用环境来选用合适的材料!并不是单单的在图纸上面标注铜就行了!或者标注的不合适的话要么造成材料的浪费,要么性能达不到设计的要求.大家都知道梯形丝杆有自锁功能但是只有当丝杆的牙距小于外径的1/4才有良好的自锁功能。
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高。以满足高要求客户的需求为目的!产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证!我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺。根据产品本身的特性和数量来选择不同的生产工艺!丝杆直径从6-150mm都有生产,生产长度可以达到10米!
江西T形丝杆加工_丝杆安装相关-佛山市畅馨精工科技有限公司
辽宁超长梯形丝杆定制
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比).
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β.加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹.刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量!畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果。
丝杆表面常用的处理方式有涂抹防锈油、发黑、磷化黑、镀硬铬、镀装饰铬、镀镍、镀锌等工艺.根据自己的需要选择合适的表面处理方式。特性及优点:与轧制滚珠丝杆相比制造成本较低,从材料、螺母规格和形状、丝杆直经与导程在设计、修改中更具有多样性,以满足客户需要.振动和噪音:畅馨公司使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料消隙螺母配套使用!不会发生滚珠丝杆钢珠循环而引起振动,噪音也低于滚珠丝杆!耐腐蚀性:使用不锈钢材质和工程塑料螺母,丝杆表面防腐处理(详见P……)!
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%!螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性!滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工。把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化!同批产品尺寸一致性,互换性好,便于成批量装配.
我司主营机床丝杆领域的企业,主要以梯形丝杆为主要产品,公司位于广东省佛山市南海区平洲镇平南顺利市场顺三大道,更多产品信息详情请上https://www.ch-xin.com/查看。佛山市畅馨精工科技有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天! 高速数控机床,以高速度来达到高效率。目前的国际水平是主轴转速≤25000rpm,加、减速度≤2.5g,快速移动≤160m/min,要达到这个新的水平,数控机床的驱动、机械传动、机械结构、刀具都要有很大的改进。机床的主轴必须使用电主轴,主轴承一般采用陶瓷轴承,难点是冷却、润滑,使用寿命一般20,000h。驱动一般采用直线电机加线性导轨(也有用静压导轨的),90m/min,1g的机床也有用大螺距双滚珠丝杆预张紧方案的双伺服电机驱动的。机械结构一般采用框架箱式结构。刀具采用高硬度高耐热刀具,刀柄采用HSK对柄。
供应商信息