 欢迎访问枣庄市市中区鑫浩矿用设备销售部的网站
欢迎访问枣庄市市中区鑫浩矿用设备销售部的网站

- 公司名称:枣庄市市中区鑫浩矿用设备销售部
- 联系人:徐经理
- 手机:13173376663
- 公司地址:山东省枣庄市市中区
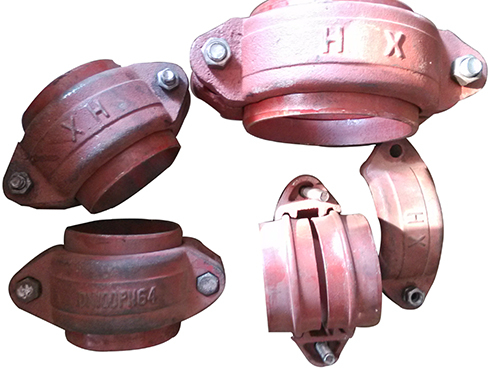
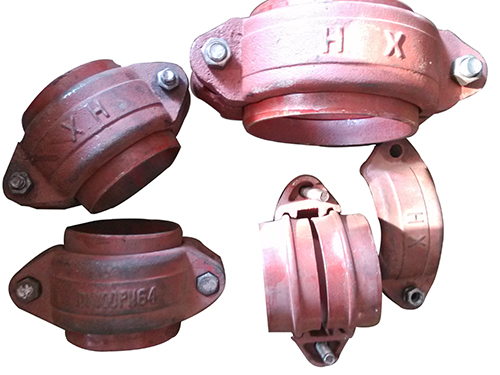
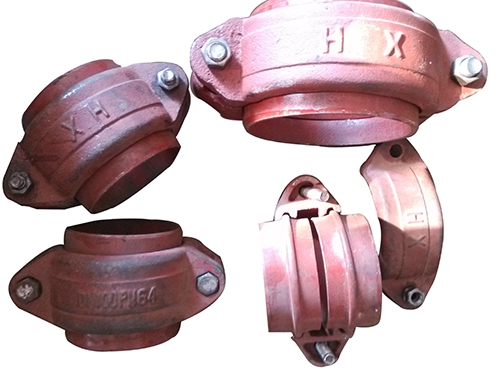
对焊式接头
- 产品名称:陕西矿用快速接头生产厂家_用的舒心电子元器件-枣庄市市中区鑫浩矿用设备销售部
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-10-13
产品说明
焊接接头的形式焊接接头形式:对接接头、角接头和t字接头、重叠接头、对接接头、角接接头、搭接接头对接接头结构:两个相互连接部件在接头的中面在同一平面或同一弧面内焊接的接头特点:热均匀,力对称,无损检测方便,焊接质量容易保证应用:常用的焊接结构形式角接头和t型接头结构:两个相互连接部件在接头的中面垂直或交叉到某个角度焊接的接头!两个部件为t字形焊接的接头,称为t字形接头.角接头和t字接头形成角焊接特点:结构不连续,承载后受力状态不如对接接头,应力集中严重,焊接质量也难以保证应用:接管、法兰、夹克、管板和法兰的焊接等特殊部位重叠接头结构:两个相互连接零件在接头处有部分重合在一起,中面相互平行,进行焊接的接头特点:属于角焊,与角接头相同,接头结构明显不连续,承载后接头部受力差。
减少应力集中,便于无损检测,有利于保证接头的内部质量容器接管的角接和对接2.尽量采用全熔透的结构,不允许产生未熔透缺陷未熔透:指基体金属和焊缝金属局部未完全熔合而留下空隙的现象。未熔化的脆性破坏的起点,在交变负荷的作用下,也有可能诱发疲劳破坏改进:选择合适的坡口形式,如双面焊;当容器直径较小,且无法从容器内部清根时,应选用单面焊双面成型的对接接头,如用氩弧焊打底,或采用带垫板的坡口等3.尽量减少焊缝处的应力集中接头往往是脆性破坏和疲劳破坏的起源,因此在设计焊接结构时应尽量减少应力集中措施:尽可能采用等厚度焊接,对于不等厚钢板的对接,应将较厚板按一定斜度削薄过渡,然后再进行焊接,以避免形状突变,减缓应力集中程度!
一般当薄板厚度δ2不大于10mm,两板厚度差超过3mm;或当薄板厚度δ2大于10mm,两板厚度差超过薄板的30%,或超过5mm时,均需按图4-49的要求削薄厚板边缘压力容器常用焊接结构设计主要内容:选择合适的焊接坡口,使焊接材料(焊条或焊丝)容易伸入坡口根部,保证全熔融坡口选择要素:①尽量减少填充金属量②保证熔融,避免各种焊接缺陷③焊接容易,改善劳动条件④减少焊接变形和残留变形量,厚元件焊接应尽量选择沿厚度对称的坡口形式,如x形坡口等筒体、封头及其相互连接的焊接结构纵向,环焊必须采用对接接头对接接头的坡口形式分为不打开坡口(也称为齐边坡口)、v形坡口、x形坡口、单u形坡口和双u形坡口等几种,应根据筒体和封口厚度、压力高低、介质特性和操作状况选择合适的坡口形式.
这样,同类焊接接头在不同的容器条件下可能有不同的焊接接头形式.接管与外壳及加固环之间的焊接结构一般只能采用角焊和叠焊,具体的焊结构还与容器的强度和安全性要求有关.有多种接头形式,涉及是否开坡口,单面焊与双面焊,熔透与不熔透等问题.设计时,应根据压力高低,介质特性,是否低温,是否需要考虑交变载荷与疲劳问题等来选择合理的焊接结构!下面介绍常用的几种结构无补强圈的插入式管道焊接结构中低压容器不需要另行加固的小直径接管使用很多焊接结构,接管和外壳的间隙必须在3mm以下.
陕西矿用快速接头生产厂家
矿用管道快速接头哪家好_金属管接头相关-枣庄市市中区鑫浩矿用设备销售部
如果您想咨询对焊式接头更多信息,请致电经理:13173376663;珍惜与每个对对焊式接头有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,枣庄市市中区鑫浩矿用设备销售部详细地址:山东省枣庄市市中区。
但是,由于只能采用塔和角接,难以保证全熔融,无损检查,焊接质量难以保证坡口:大间隙的小角度有助于焊条伸入最后,减少焊接作业量一般要求的容器,即非低温、无交变负荷的容器承受低温、疲劳和温度梯度大的情况的容器,保证管道根部和补强圈内侧的焊接熔融安放式接管的焊接结构优点:结构约束度低,焊接截面小,射线检查容易等适用于接管内径在100mm以下的情况适用于壳体厚度δn≤16mm的碳素钢和碳锰钢,或δn≤25mm的奥氏体不锈钢容器,其中图(b)的接管内径应小于或等于50mm,厚度δnt≤6mm,图(c)的接管内径应大于50mm,且小于或等于150mm,厚度δnt>6mm四,压力容器焊接结构设计的基本原则尽量采用对接接头,容易保证焊接质量,所有纵向和环向焊接接头、凸形封头上的焊接接头,除对接接头外,其他位置的焊接结构也应尽量采用对接接头例如,角焊将对接焊图48(a)改为8(b)和(c)]!
但是,除了a、c、d类的焊接接头c类:平盖、管板与圆筒非对接连接的连接器、法兰与外壳、连接连接的连接器、内封头与圆筒的重叠连接器和多层包裹容器层的纵向连接器D类:接管,人孔,凸缘,补强圈等与壳体连接的接头!但已规定为A,B类的焊接接头除外注意:焊接接头的分类原则只是根据焊接接头在容器的位置而不是根据焊接接头的结构形式进行分类,因此在设计焊接接头形式时,必须根据容器的重要性、设计条件和焊接条件等来决定焊接结构。
枣庄219快速接头厂家直销_更非凡电子元器件-枣庄市市中区鑫浩矿用设备销售部
供应商信息