 欢迎访问安阳市现书特种轴承有限公司的网站
欢迎访问安阳市现书特种轴承有限公司的网站

- 公司名称:安阳市现书特种轴承有限公司
- 联系人:王经理
- 手机:15518861366
- 公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
轴套



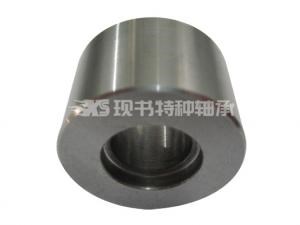
- 产品名称:环冷机轴套有哪些厂家_自润滑轴承生产厂家_安阳市现书特种轴承有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:0
- 保质/修期单位:年
- 更新日期:2021-12-26
产品说明
常见故障原因轴套在长期运行过程中,轴颈表面受到胀套的挤压力和复合机械力的作用,将导致其变形,直径或缩减0。1mm~0!3mm.进而导致机械胀紧配合力度达不到要求的缩紧力,轴套与主轴之间出现配合间隙,引起了轴套的磨损!修复方法由于部件价值较大,传统的修复方法较为昂贵,随着国外高分子复合材料等先进技术的发展,一些修复快速同时花费低的维修方法受到青睐!国内亦引进了此种方法,较为成熟的有福世蓝2211F材料等.

JDB自润滑衬板价格_高质量耐磨自润滑衬板报价_安阳市现书特种轴承有限公司
相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等.表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定!支承轴颈常为0!2~6μm,传动件配合轴颈为0.4~2μm。其他热处理、倒角、倒棱及外观修饰等要求。轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分!一般说,轴套与轴承座采用过盈配合,而与轴采用间隙配合!轴套是指螺旋桨轴或艉轴上的套筒。

高质量JDB自润滑衬板型号参数及原理_自润滑衬板热线电话_安阳市现书特种轴承有限公司
环冷机轴套有哪些厂家
基准分析:主要定位基准应为Φ20。5内孔中心安装方案:加工大端及内孔时,可直接采用三爪卡盘装夹;粗加工小端可采用反爪夹大端,半精、精加工小端时,则应配心轴,以Φ20!5孔定位轴向夹紧工件。型孔加工时,可采用分度头安装,将主轴上抬90º,并采用直接分度法,保证3×Φ6在零件圆周上的均分位置.对大端的四个螺钉过孔则采用专用夹具安装:以大端面及Φ20.5孔作主定位基准,型孔防转,工件轴向夹紧.零件表面加工方法:Φ20。
尺寸用游标卡尺测试相关尺寸应符合相关技术和图纸要求。轴套与转轴配合后,转子垂直向下,轴套在自重作用下不会出现自由滑动现象.耐热、耐老化试验样品经125℃/1h球压试验后,压痕应≤2mm,目测无变形现象!将样品放入烘箱120℃/96小时后,目测轴套无脆化、变形现象!耐燃烧试验阻燃等级为VW-1,用酒精灯燃烧15S,应在15S内熄灭!包装、标志包装应牢固可靠安全,保证产品在运输过程中不损坏。包装上应注明供应商代码和名称、产品名称、产品数量、物资编码、质检标识、生产日期等,标识应清晰准确,不应有混装现象!
而轴承是在机械传动过程中起固定和减小载荷摩擦系数的部件!轴套和轴承的相同之处是两者都承受轴的载荷.而两者的不同之处是轴套是整体结构的,转动时是轴和轴套之间相对运动;而轴承是分体式的,转动时是轴承自身内外圈相对运动。但是从本质上来说,轴套其实就是滑动轴承的一种。轴瓦相当于滑动轴承的外环,轴套是整体的,并且相对轴是运动的,而轴瓦有的是分片的,相对轴是旋转的.轴套检验细则编辑外观质量样品表面应无气泡,无毛刺,无变形现象,材质均匀、无刺激性气味!
请问大家我应该选择什么标准的球墨铸铁
要看你的技术要求,轮毂铸件一般用灰铁,HT200,HT250都有用。球铁当然好,但成本高,因此要根据你的具体要求才能定。
破碎机主轴和偏心轴套的连接方式是什么
一般情况下只有锷式破碎机才有这种结构。
双金属轴套接缝儿应该留多少
双金属轴套接缝是根据标准ISO3547来做的
可以根据荣昌双金属轴套的大小来决定接缝的大小
如果直径在小于20的接缝一般都少于1mm
可以根据荣昌双金属轴套的大小来决定接缝的大小
如果直径在小于20的接缝一般都少于1mm
但拆不下来,不知道该如何解决。
可以去4S店更换合适的配件
关于dtII型带式输送机的塔架pro-e制图
好专业,楼主找专家,怎么没有人动?这个机械设计还真不会
为什么助力车的平衡支架轴套坏了车子后轮会摇动呢
车轮胎是靠平衡支架和车架子固定在一起的,平衡支架起到连接稳定作用,车轮固定不好肯定是会左右晃动的!不换的话也不会有什么大事,就是速度稍快的时候有点跑偏,还会有嗡嗡的响声!但好是换掉,也不贵!
轴套式或管式橡皮布也有助于提高印刷机的生产力。高斯公司生产的五缝或轴套管式橡皮布据说能节省大量的纸张,并且能使生产过程顺利进行。但使用传统橡皮布的印刷机制造商认为,由于在印刷100,000印以下的活件时使用轴套式橡皮布的成本较高,因此它所节约的纸张成本就显得微不足道了。学习使用新的橡皮布系统和储存新型橡皮布的压力使得一些印刷厂放弃采用新技术,并继续使用传统的橡皮布。但管式橡皮布的确能够为印刷厂节省下大量的劳动力成本,减少空隙弹起的几率并提高生产的速度。
供应商信息


