欢迎访问珠海市普瑞顺自动化科技有限公司的网站
欢迎访问珠海市普瑞顺自动化科技有限公司的网站

- 公司名称:珠海市普瑞顺自动化科技有限公司
- 联系人:谢先生
- 手机:18578230187
- 公司地址:珠海市金湾区红旗镇金荷路666号A栋厂房二楼
普瑞顺_压铸件




- 产品名称:新能源压铸件工艺_汽车压铸件_珠海市普瑞顺自动化科技有限公司
- 产品价格:面议
- 产品数量:100000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-03-14
产品说明
当熔融金属填充完毕后,压力就会一直保持直到铸件凝固!然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落纱的过程则需要分离残渣,包括造模口、流道、浇口以及飞边.这个过程通常是通过一个特别的修整模具挤压铸件来完成的.其它的落纱方法包括锯和打磨。如果浇口比较易碎,可以直接摔打铸件,这样可以节省人力!多余的造模口可以在熔化后重复使用。通常的产量大约为67%.
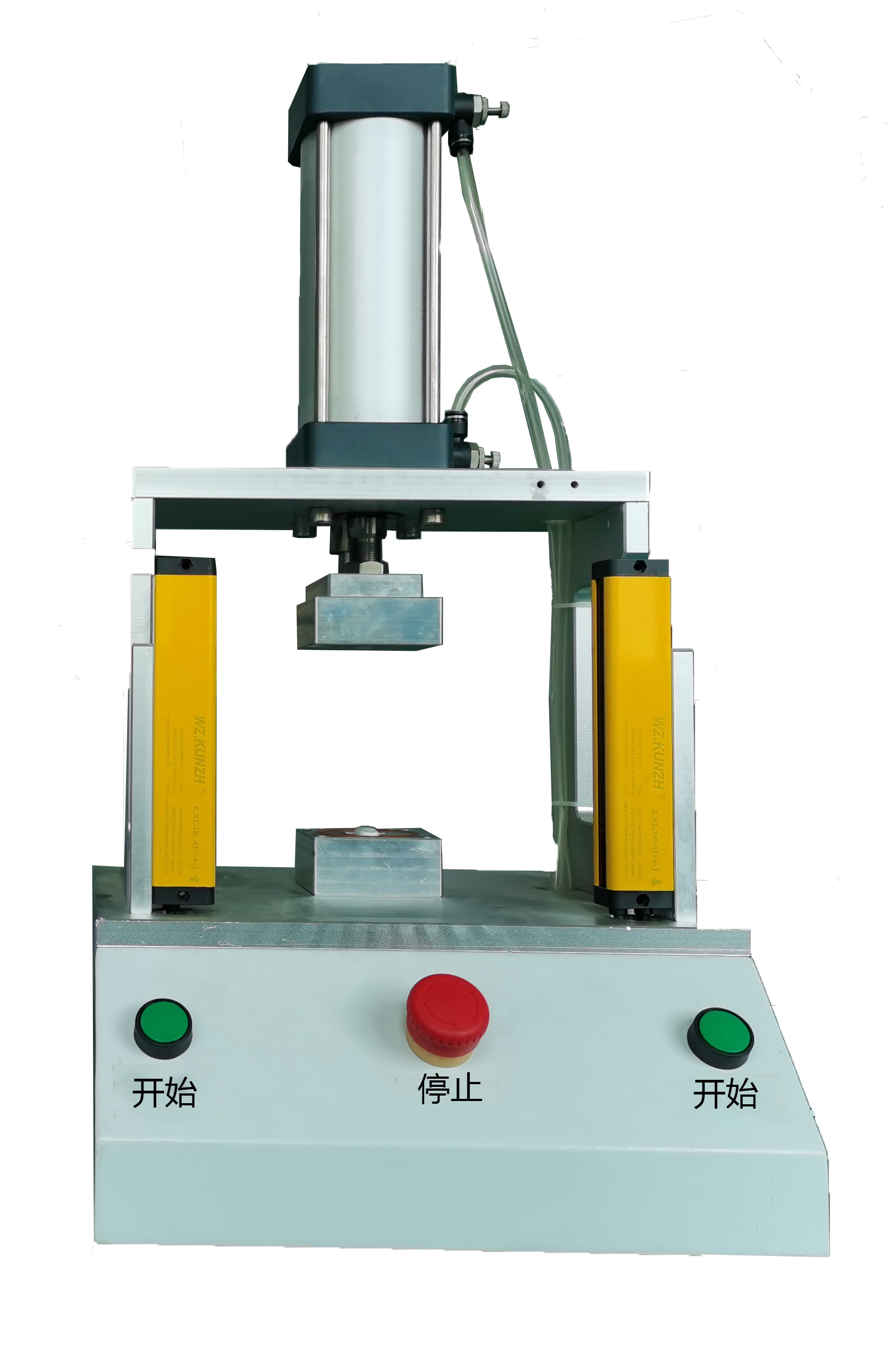
1%FS压力调节:电子调压压差量程:-1000Pa~1000Pa/-6000Pa~6000Pa(可选)压差传感器精度:±0。075%FS有效分辨率:0。1Pa压力传感器精度:±0!05%FS有效分辨率:1Pa测试压力单位:Pa,KPa,bar,mbar,psi,mmH2O泄漏量单位:pa,pa/s,ml/min,sccm测试参数组数:32组历史数据显示及保存:支持USB接口:1个,支持u盘数据导出RS232/RS485接口:支持ModbusRTU、ModbusTCP/IP协议:支持显示:7寸触摸屏USB扫码枪:支持E系列压铸件的特点:具备经典款P系列所有的功能,同时集成差压式和直压式两种测漏方法;一机多用,同时支持差压单通道和直压双通道测量模式;程控自动调节测试压力输出,无需手动调节压力,使用更为便捷;同时支持多种测试模式:压力衰减测试、容积测试、爆破测试、阻塞测试等;支持32组测试参数配置,支持多组配置连续测试;支持IO口动态设置,无需额外增加PLC控制!
珠海市普瑞顺自动化科技有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:珠海市金湾区红旗镇金荷路666号A栋厂房二楼 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:先生 18578230187。
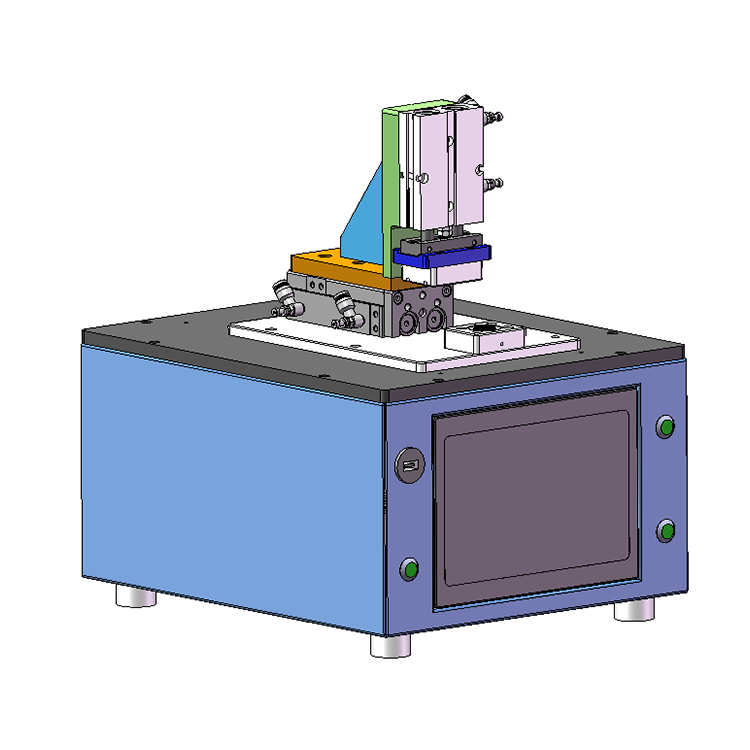
产品是大多都是半成品,有一面是开放的,因此可以直接通过密封这一面进行直接充气的方式进行检测,其余孔洞可以采用气缸辅助以孔形状的密封头密封,然后就可以连接到压铸件密封性测试设备的测试口上,设置好测试参数就可以开始检测了,压铸件密封性测试设备内的传感器可以将存在泄漏的产品可以直接检测出来,根据设定的参数自动给出检测结果OK还是NG品.汽车压铸件,是指用于汽车上的金属零件,包括发动机、变速器、后桥壳体等零件!
我们推荐新能源压铸件工艺
包括直压测试、容积法测试和微容积法测试等!多级精密调压,测试气压输出更稳定、更准确!多机级联测试,内置高速以太网接口和RS485接口.结合普瑞顺气密仪软件监控测试,随时监测更加便利!想定制五金压铸件,做五金压铸件气密测试服务哪家好?找珠海普瑞顺,专业为您定制生产性能好的压铸件气密测试产品.想要购买阀门压铸件,普瑞顺阀门压铸件加工怎么做?珠海普瑞顺E系列压铸件E系列压铸件的性能参数:压力范围:-80~1000Kpa压力调节精度:±0!
高品质新能源压铸件工艺
普瑞顺防水检测设备收益A!保证模具的稳定性;B!高分辨率,再小的泄漏也能准确检测出来;C.经验丰富的工程师,带来考究的模具设计,让您使用的每套模具都是稳定可靠的;D.和普瑞顺即时沟通,能省去到处找联系人的痛苦;E。严格的要求,带来稳定的检测系统,助您挑选出不良品!新能源压铸件哪里有?新能源压铸件检验标准是什么?普瑞顺压铸件的优势:★高精度采用32位处理器,24位高速A/D芯片.采用国外进口校定级气压传感器,有灵敏度和稳定性,经久耐用.
我公司供应的产品有铝压铸件,压铸铝件,重力浇铸,砂铸铝件,压铸模具,阀门压铸件,铸铁件,铸钢件等,提供铸铝加工、铸铁加工,我公司是铸铝件、铸铁件的厂家。我厂工艺,生产和测试设备,技术力量,是您可信赖的伙伴!我公司始终坚持良好的工作理念,把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,使公司不断的发展壮大!压铸件气密测试是一般是通过压铸件密封性测试设备来做的,压铸件气密测试的目的在于测试压铸件上是否有肉眼看不到的沙眼或者裂缝,所以普瑞顺采用压铸件密封性测试设备来进行压铸件气密测试!
新能源压铸件工艺
珠海市普瑞顺自动化科技有限公司是一家铸造企业,关于压铸件,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品普瑞顺_压铸件获得客户一致好评,如果您想了解普瑞顺_压铸件的更多细节,请与我们取得联系,珠海市普瑞顺自动化科技有限公司期待为您提供服务。
医疗行业电子产品测试行业标准_医疗行业电子产品测试_珠海市普瑞顺自动化科技有限公司
天津镁压铸件哪家技术好?
远创模具他们厂子规模挺大,而且设备也很齐全,是一家靠谱的公司。有需要的可以咨询一下。
远创模具是专业做这个的,他们公司的口碑不错,我也是朋友介绍过来的,合作过程挺愉快的。
远创模具是专业做这个的,他们公司的口碑不错,我也是朋友介绍过来的,合作过程挺愉快的。
天津锌压铸件加工哪家好一点?
压铸件是一种金属铸造工艺,特点就是利用模具对融化的金属施价高压,做压铸件天津永骏杰是非常不错的。
锌合金压铸件可以镀哪几种铬?
锌合金压铸件镀铬有很多种,分为白铬、珍珠铬、黑铬、三价铬和六价铬等,六价铬是更环保的一种。给大家推荐一家一站式的锌合金压铸厂家,华银压铸,从开模到压铸,表面处理都是自己家生产的,表面处理各式各样任您选择!
解决锌合金压铸件气孔的办法有哪些?
先分析出是什么原因导致的气孔,再来取相应的措施。(1)干燥、干净的合金料。(2)控制熔炼温度,避免过热,进行除气处理(3)合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。(4)顺序填充有利于型腔气体排出,直浇道和横浇道有足够的长度(>50mm),以利于合金液平稳流动和气体有机会排出。可改变浇口厚度、浇口方向、在形成气孔的位置设置溢流槽、排气槽。溢流品截面积...
先分析出是什么原因导致的气孔,再来取相应的措施。(1)干燥、干净的合金料。(2)控制熔炼温度,避免过热,进行除气处理(3)合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。(4)顺序填充有利于型腔气体排出,直浇道和横浇道有足够的长度(>50mm),以利于合金液平稳流动和气体有机会排出。可改变浇口厚度、浇口方向、在形成气孔的位置设置溢流槽、排气槽。溢流品截面积总和不能小于内浇口截面积总和的60%,否则排渣效果差。
先分析出是什么原因导致的气孔,再来取相应的措施。(1)干燥、干净的合金料。(2)控制熔炼温度,避免过热,进行除气处理(3)合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。(4)顺序填充有利于型腔气体排出,直浇道和横浇道有足够的长度(>50mm),以利于合金液平稳流动和气体有机会排出。可改变浇口厚度、浇口方向、在形成气孔的位置设置溢流槽、排气槽。溢流品截面积总和不能小于内浇口截面积总和的60%,否则排渣效果差。
据兰州市再生资源管理办公室工作人员介绍,“医疗垃圾”主要是指一次性废旧医疗器械,包括一次性塑料注射器、输液器、输血器、血袋等。“医疗垃圾”再次利用的危害大体有三方面:一是直接对人体造成伤害,特别是少年儿童,常常把未毁形的注射器当成水枪玩具,往往由于不慎伤及身体。二是未经任何消毒处理的“医疗垃圾”粉碎成塑料颗粒后,做成暖壶外壳、衣服纤维、纯净水桶、食品包装袋等物品,对人体健康危害巨大;最令人担忧的是医疗垃圾重复使用,因为医疗垃圾所含的病菌是普通生活垃圾的几十倍甚至上千倍,是各种疾病的传染源。
供应商信息