欢迎访问珠海市普瑞顺自动化科技有限公司的网站
欢迎访问珠海市普瑞顺自动化科技有限公司的网站

- 公司名称:珠海市普瑞顺自动化科技有限公司
- 联系人:谢先生
- 手机:18578230187
- 公司地址:珠海市金湾区红旗镇金荷路666号A栋厂房二楼
普瑞顺_动力电池

- 产品名称:动力电池检测方法_动力电池密封测试_珠海市普瑞顺自动化科技有限公司
- 产品价格:面议
- 产品数量:100000
- 保质/修期:10
- 保质/修期单位:年
- 更新日期:2023-03-14
产品说明
另外还需要观察蓄电池接线柱的位置,如果接线柱周围出现大量白色或者绿色粉末,这就说明你的蓄电池可能出问题!这个很容易理解,因为这些粉末多是一些蓄电池的氧化物,一般高端车蓄电池质量比较好,是不会出现这种状况.检查蓄电池观察口:大部分的蓄电池会有一个观察口,一般存在于蓄电池的正前方!观察口一般是有三种颜色组成:黑色、黄色和绿色.黑色代表快要报废,需要立马更换,黄色代表亏电,绿色则是使用正常且电量充足.不过这里要说明的是,观察口的信息终究是只能作为参考,观察口的信息并不一定准确。
下面就给大家讲解下,动力电池检测方法有哪些?挤压检测,目的是为了保障碰撞事故中的生命安全。检测过程中,让动力电池挤压变形到30%,在1小时内不发生保障起火就行,这样检测避免车主再次伤害!加热检测,在检测中需要把动力电池加热至130度并保持半个小时,在此期间动力电池不能发生事故即可!这样做主要是在邻车发生起火情况下,能够保障高温下自身车辆动力电池安全!过充检测,过充也是造成动力汽车起火的主要原因,当充电系统出现故障时,电池充满状态下还再持续充电,从而引发动力汽车起火。
我们推荐动力电池检测方法
真空检漏仪技术_国产真空检漏仪原理视频_珠海市普瑞顺自动化科技有限公司
动力电池检测方法
而单体蓄电池作为通电设备,其密封性能一定要达到标准,才能保障其质量和安全.作为一家专注于气密性检测仪研发和生产的科技公司,普瑞顺科技已经设计并完善了单体蓄电池密封性检测方案,受到众多蓄电池生产企业的青睐!普瑞顺科技与多家蓄电池生产厂家合作,开发出适合单体蓄电池密封性测试的气密性检测仪,该仪器在测试程序中设有1+99程序模块,能单独或同时对不同模具的工装治具进行控制,可一对1或一对多的进行密封性测试,完全打破了专用专检机制,提高了检测效率,降低了检测成本!
高品质动力电池检测方法
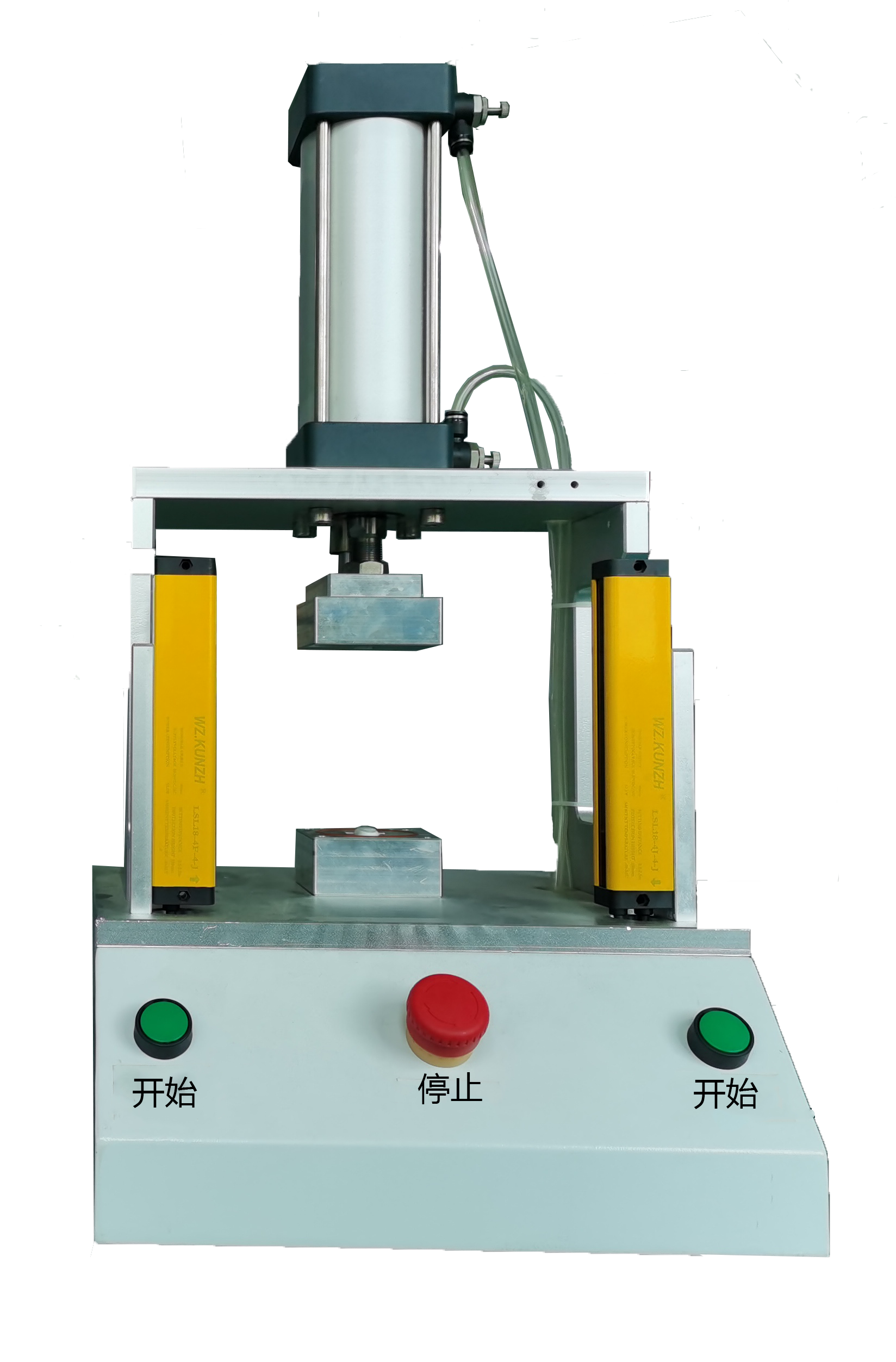
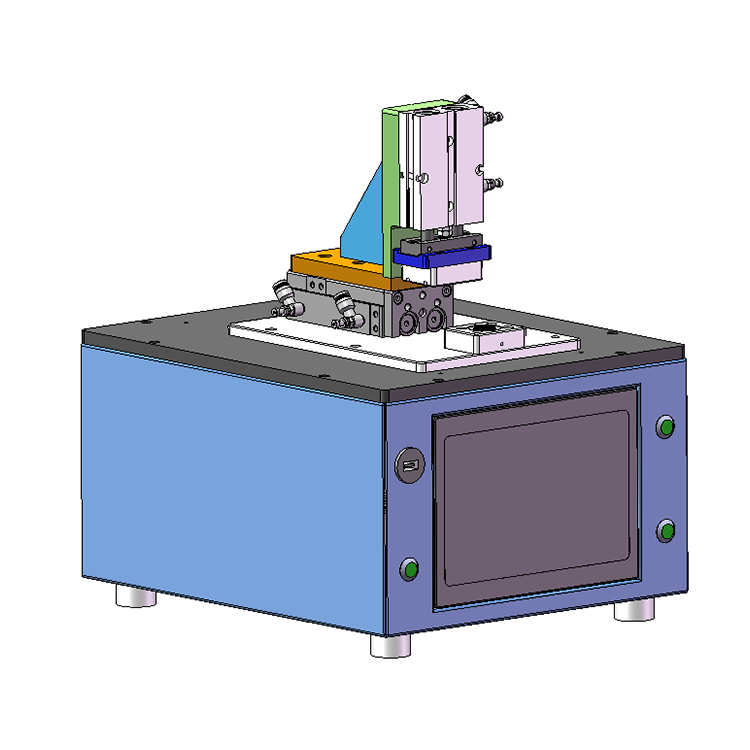
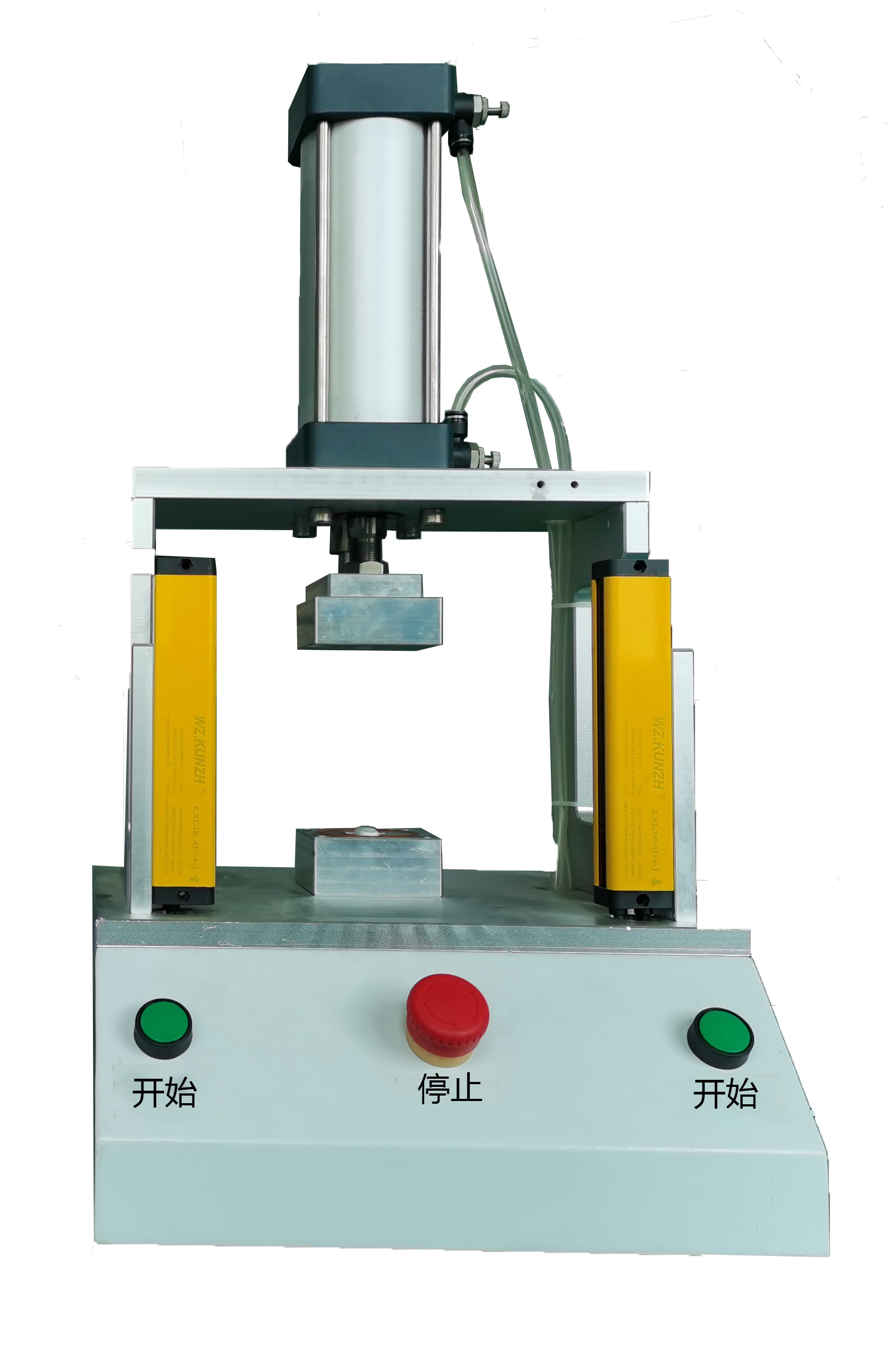
为实现单体蓄电池气密性检测仪达到自动化生产标准,普瑞顺科技为其配备“正、负”两种压力测试模块,及8种基本测试程序,可单选可组合。为单体蓄电池定制的工装治具内分为上下两组模具,配有高强度密封垫圈,使上下模具密封后无泄漏情况,为单体蓄电池提供全封闭的测试空间!测试方法及其简单:放入单体蓄电池,开启测试!5-10秒内出判定结果.汽车动力电池气密测试、汽车动力电池密封测试,找珠海普瑞顺科技。新能源汽车电池检测方法有哪些?以下是关于新能源汽车电池检测方法:从外观查看蓄电池:蓄电池的外观比较规整,如果打开前盖发现爱车的蓄电池出现明显的鼓包或者变形的情况,那肯定是需要更换!
启动动力电池气密性检测设备检测按钮,上气缸下压堵塞产品A口,左气缸动作密封B口,冲入设定的检测压力值!动力电池气密性检测设备的实时检测值同时通过数据处理系统显示,并在设定时间内通过充气、稳压、检测过程,合格的产品将在动力电池气密性检测设备显示屏上显示PASS并亮绿灯,不合格产品在动力电池气密性检测设备显示屏上显示FAIL字样并亮红灯!动力电池气密性检测设备具有数据存储功能,可导出上传,压力可调,可按要求设置.
锂离子动力储能电池与锂离子动力电池有什么区别
动力电池和储能电池的区别在于,动力电池需要加一些导电剂和极耳,用作增大电流,这样就导致了材料就没储能电池那么多,导致了动力电池容量小于储能电池的容量
动力电池行业是“产能不足”还是“产能过剩?
可以说不足也可以说过剩,因为我们电池厂多的不得了,可是今年5月一号后国家强制进行动力电池的公告了,需要强制时行 测试 和认证了结果又有好多没有过,也就显的不足了。
动力电池设备模切机那一家比较稳定?
应该是东莞亿鑫丰的比较稳定些,很多朋友都是用他们的设备冲切极片,反映都很好。效率非常高,可以一台模切机配套6台左右的叠片机。就是整套设备比较长,有些占地方。
汽车动力电池铝壳设计应该注意哪些?
外壳坚韧度:电池外壳应该有足够的机械强度使电池免受机械撞击。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。极片连接:建议使用超声波或点焊焊接方法;外壳设计应使极片不受外力。如果使用人工焊接保护板,下面的注意事项对于确保电池性能非常重要:焊接铬铁的温度必须可控且可防静电;焊接时铬...
外壳坚韧度:电池外壳应该有足够的机械强度使电池免受机械撞击。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。极片连接:建议使用超声波或点焊焊接方法;外壳设计应使极片不受外力。如果使用人工焊接保护板,下面的注意事项对于确保电池性能非常重要:焊接铬铁的温度必须可控且可防静电;焊接时铬铁的温度不能超过350℃;焊锡时间不能超过3秒钟;焊锡次数不能超过5次,待极片冷却后才能进行下一次焊锡;严禁直接加热电芯,高于100℃度会损害电芯。
外壳坚韧度:电池外壳应该有足够的机械强度使电池免受机械撞击。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。电池的固定:电池大面积的一面应该固定在外壳上,安装后电池不能有松动。极片连接:建议使用超声波或点焊焊接方法;外壳设计应使极片不受外力。如果使用人工焊接保护板,下面的注意事项对于确保电池性能非常重要:焊接铬铁的温度必须可控且可防静电;焊接时铬铁的温度不能超过350℃;焊锡时间不能超过3秒钟;焊锡次数不能超过5次,待极片冷却后才能进行下一次焊锡;严禁直接加热电芯,高于100℃度会损害电芯。
供应商信息