 欢迎访问上海韦信自动化设备有限公司的网站
欢迎访问上海韦信自动化设备有限公司的网站

- 公司名称:上海韦信自动化设备有限公司
- 联系人:张翠
- 手机:18516631897
- 公司地址:上海市浦东新区环湖西二路888号C楼
原装穆格DDV阀代理MOOG伺服阀全新现货


- 产品名称:广东穆格中国官方代理MOOG伺服阀现货供应_穆格DDV阀门代理MOOG伺服阀D634-341C现货_上海韦信自动化设备有限公司
- 产品价格:面议
- 产品数量:5
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-05-24
产品说明
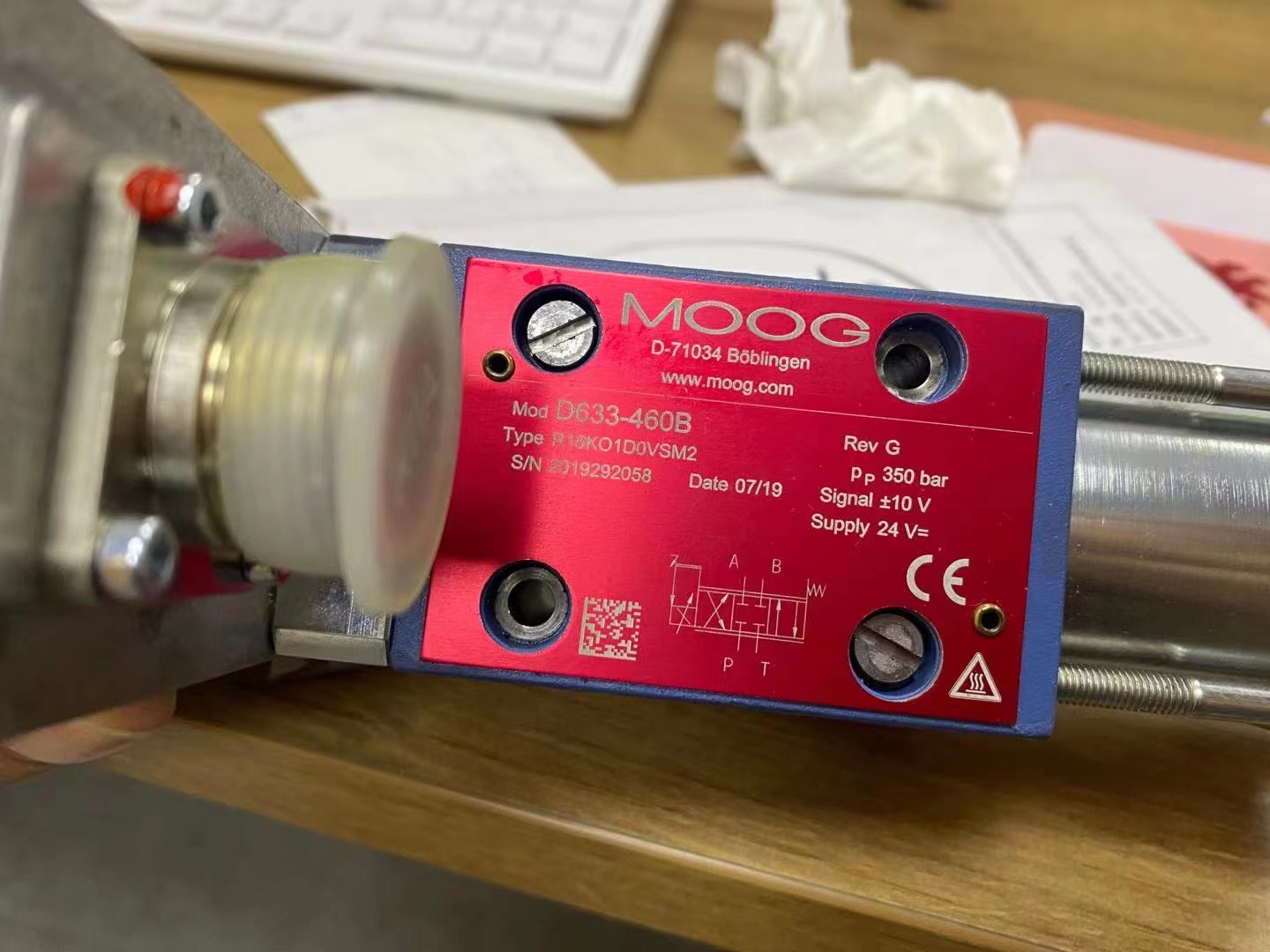
压力及流量(P/Q)MOOG控制阀D637系列马达具有高力范围(提高了操作限制),提供无流量限制,直接由线性力电机,无需先导流驱动,低电流消耗和近零液压等特点.穆格DDV阀MOOG伺服阀现货电厂用,MOOG伺服阀部分产品型号:D633-328BR16K01MONSP2D633-322BD633-7303D633-501BD633-313BR16K01MONSM2D633-460BD633-521B,R16KO1F0NSX2D633-525BD633-303D633-7235D633-183BD633-599BD633Z371BR16KA1MONSX2D633-455BD633-303BD661-4432CD633-317BD633-7145D633-313BD661-4433CD633-455B-R16K01M0NSS2D633-515BD633-380BD661-4434CD633-Z371BR16KA1MONSX2D633-7368D633-471BD661-4436CD633-7375D633-7205D633-472BD661-4437DD633-391BD633-304BR16KO1M0VSS2D633-473BD661-4438ED633-308BD633E714AD633-481BD661-4439C原装穆格DDV阀代理MOOG伺服阀全新现货DDV伺服阀D634-319C现货*拒绝翻新新安装的液压系统管路或更换原有管路时,穆格DDV伺服阀推荐按下列步骤进行清洗:A在管路预装后进行拆卸、酸洗、磷化;B然后在组装后进行管路的冲洗.
MOOG伺服阀D633系列伺服阀无需先导油源,通过具有高驱动力的永磁式线性力马达直接驱动,具有电气零位调节功能,当断电或电缆损坏或紧急停车时,MOOG伺服阀D633阀芯会无需使用外力自动返回到其弹簧对中位置!MOOG伺服阀D633系列伺服阀工作原理:穆格D633-657*MOOG伺服阀具有位置传感器和线性马达的阀芯位移环闭控制是通过集成电路板实现的!将与所需阀芯位移对应的电气信号输入集成电路板,此信号将转换为脉宽调制电流以驱动线性力马达.

广东穆格中国官方代理MOOG伺服阀现货供应_广东穆格授权分销MOOG伺服阀维修清洗_上海韦信自动化设备有限公司
广东穆格中国官方代理MOOG伺服阀现货供应
浙江MOOG伺服阀_北京穆格DDV阀门代理MOOG伺服阀D634-341C现货_上海韦信自动化设备有限公司
浙江穆格DDV阀门代理MOOG伺服阀维修清洗_山东授权经销MOOG伺服阀G761-3004B现货价格_上海韦信自动化设备有限公司
用于压力或力控制系统、速度、电液位置、具有高动态响应要求!MOOG伺服阀072系列特别适用于所需的动力性能!这些MOOG阀门是一种高性能2级设计,覆盖了每一个阀芯压力为35bar(500psi)阀的压降(25-60gpm)在95到225l/min(25-60gpm).MOOG伺服阀72系列流量控制伺服阀是3节和4节应用的节流阀.它们是一种高性能的2级设计,涵盖了每个阀芯压力为35bar(500psi)阀压降时95至225l/min(25至60gpm)的额定流量范围。
阀芯零位切割!构造阀体/阀芯阀套组合件!特殊的喷嘴尺寸,线圈组件和转矩马达。准备好不合格的安全模式!阀门作用(Q,P,PQ)隔爆型包括本质安全防燃和“更安全”设计!在保证高安全性和灵活性的前提下,在MOOG中加入伺服比例阀的特殊功能!MOOG电液伺服阀优点美国MOOG防爆伺服阀可用于有爆连或发生火灾的危险环境中!MOOG具有与客户紧密合作的良好传统,使我们在设计、生产特殊阀门方面具备丰富的经验!蒸气、可燃性液体、可燃性粉尘、可燃性纤维等存在面可能引起火灾危险的环境!

北京穆格授权分销MOOG伺服阀钢厂应用_山东穆格中国官方代理MOOG伺服阀石化行业供货_上海韦信自动化设备有限公司

江苏穆格阀门总代理MOOG伺服阀维修中心_浙江MOOG伺服阀维修清洗_上海韦信自动化设备有限公司
MOOG伺服阀72系列阀门适用于具有高动态响应要求的电液位置,速度,压力或力控制系统.72系列非常适合95至225l/min(25至60gpm)的应用,当必须具备的动力学性能时!美国MOOG伺服阀72系列流量控制伺服阀由极化电动扭矩电机和两级液压功率放大器组成.电动机电枢延伸到磁通回路的气隙中,并通过挠性管支撑在该位置!挠性管用作阀的电磁和液压部分之间的密封.MOOG电液伺服阀功能及优点介绍:工作压力,阀径及zuui大流量!
如果您想咨询MOOG伺服阀更多信息,请致电翠:18516631897;珍惜与每个对原装穆格DDV阀代理MOOG伺服阀全新现货有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,上海韦信自动化设备有限公司详细地址:上海市浦东新区环湖西二路888号C楼。
伺服阀在什么*的注塑机上釆用
注塑机溶胶压力:俗称背压,指的是螺杆在后退时所背负的压力。在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。溶胶速度:注塑机机在射胶进螺杆推动时,螺杆的移动速度即塑胶进入螺杆的速度。
打个通俗的比方水龙头接跟软管溶胶开始就是水龙头打开了你手捏着软管就等于那个背压阀捏的紧水流少捏的松水流大储料时螺杆前端的塑胶产生推力推动螺杆后退,螺杆带动射胶油缸后退,油缸就会产生压力,这就形成了背压,控制背压只需控制油缸回油就可以实现!注塑机背压的作用是调节溶胶马达快慢的。
松退的作用是把螺杆往后啦~!可以起到抽胶的作用。溶胶压力:俗称背压,指的是螺杆在后退时所背负的压力。溶胶速度:注塑机机在射胶进螺杆推动时,螺杆的移动速度即塑胶进入螺杆的速度。新技术是采用科汇的开关磁阻伺服电机驱动液压泵和驱动螺杆转动,实现无阀伺服液压系统,*节能,可靠性高。
驱动螺杆转动的力为溶胶压力,控制螺杆转动快慢为溶胶速度背压(backpressure)其实叫汽轮机出口排汽压力,大家俗称背压,是指做完功以后还具有一定压力和温度的蒸汽,在发电厂这些蒸汽经过凝汽器变为水补充到锅炉,在其他厂矿是要输送给其他部门做生产用蒸汽,以及生活中的烧洗澡水用,所以要保证一定的压力和温度,一般在0。
5MP~1MP之间。温度200多度,不回到锅炉。背压是液压装置中因下游阻力或元件进、出口阻抗比值变化而产生的压力。与注塑相关的背压解释一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称背压。背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。4、产品内部易出现气泡,产品周边及骨位易走不满胶。
3E)~ b/Sr%M*l!n四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。2、对于热稳定性差的塑料(如VC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。${)o3Q!a;{,X5L4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。五、背压的调校注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在3-15kg/cm3。当产品表面有少许气花、混色、缩水及产品尺寸、重量变化大时,可适当增加背压。当射嘴出现漏胶、流涎、熔料过热分解、产品变色及回料太慢时可考虑适当减低背压。
:R*b;^;u2}(N背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用,不可忽视!在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力背压就是加在螺杆退位个相反方向的压力。可以这样理解,如果没有背压,螺杆在熔胶回位时假定胶量是250克,如果有背面一个压力,那么他要回去是不是要更大的一个压力,这个压力来自于熔胶所加所产生的压力,也就是说胶量密度必须增加,他才会产生更大的力,所以,背压的作用可以起到这几个作用,1。
增加熔胶密度,即可以排空胶内的空气。2。增加背压,可以使胶更均匀。保压力:即保持模腔内胶料不发生逆流,能保持尺寸精度,但重量不稳定。对调较成品缩水问题起重要作用。背压压力:镙杆后退时施于镙杆端部胶料的压力。可减少料花、气泡的现象。A:背压调节适当时,能增加熔胶密度,将料筒内空气所分解的气体排出,把胶料压实,使啤塑周期稳定,提高生产效率。
B:背压高时,镙杆转速即慢,阻力较大,料筒镙杆容易受损,由于镙杆磨擦热作用,内热增加,在外加热不变的情况下,会使料温上升,粘度下降,产生逆流和漏流,在喷嘴也容易产生流涎现象。C:背压低时,镙杆转速即快,但难以把料筒内的胶料压实,胶粒不均匀,从而产生料花的现象,如加色粉的料即会出现深浅不同的色带。
注意:回料时镙杆应成旋转形,射胶时应成直线形。
1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。溶胶速度:注塑机机在射胶进螺杆推动时,螺杆的移动速度即塑胶进入螺杆的速度。
打个通俗的比方水龙头接跟软管溶胶开始就是水龙头打开了你手捏着软管就等于那个背压阀捏的紧水流少捏的松水流大储料时螺杆前端的塑胶产生推力推动螺杆后退,螺杆带动射胶油缸后退,油缸就会产生压力,这就形成了背压,控制背压只需控制油缸回油就可以实现!注塑机背压的作用是调节溶胶马达快慢的。
松退的作用是把螺杆往后啦~!可以起到抽胶的作用。溶胶压力:俗称背压,指的是螺杆在后退时所背负的压力。溶胶速度:注塑机机在射胶进螺杆推动时,螺杆的移动速度即塑胶进入螺杆的速度。新技术是采用科汇的开关磁阻伺服电机驱动液压泵和驱动螺杆转动,实现无阀伺服液压系统,*节能,可靠性高。
驱动螺杆转动的力为溶胶压力,控制螺杆转动快慢为溶胶速度背压(backpressure)其实叫汽轮机出口排汽压力,大家俗称背压,是指做完功以后还具有一定压力和温度的蒸汽,在发电厂这些蒸汽经过凝汽器变为水补充到锅炉,在其他厂矿是要输送给其他部门做生产用蒸汽,以及生活中的烧洗澡水用,所以要保证一定的压力和温度,一般在0。
5MP~1MP之间。温度200多度,不回到锅炉。背压是液压装置中因下游阻力或元件进、出口阻抗比值变化而产生的压力。与注塑相关的背压解释一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称背压。背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。4、产品内部易出现气泡,产品周边及骨位易走不满胶。
3E)~ b/Sr%M*l!n四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。2、对于热稳定性差的塑料(如VC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。${)o3Q!a;{,X5L4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。五、背压的调校注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在3-15kg/cm3。当产品表面有少许气花、混色、缩水及产品尺寸、重量变化大时,可适当增加背压。当射嘴出现漏胶、流涎、熔料过热分解、产品变色及回料太慢时可考虑适当减低背压。
:R*b;^;u2}(N背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用,不可忽视!在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力背压就是加在螺杆退位个相反方向的压力。可以这样理解,如果没有背压,螺杆在熔胶回位时假定胶量是250克,如果有背面一个压力,那么他要回去是不是要更大的一个压力,这个压力来自于熔胶所加所产生的压力,也就是说胶量密度必须增加,他才会产生更大的力,所以,背压的作用可以起到这几个作用,1。
增加熔胶密度,即可以排空胶内的空气。2。增加背压,可以使胶更均匀。保压力:即保持模腔内胶料不发生逆流,能保持尺寸精度,但重量不稳定。对调较成品缩水问题起重要作用。背压压力:镙杆后退时施于镙杆端部胶料的压力。可减少料花、气泡的现象。A:背压调节适当时,能增加熔胶密度,将料筒内空气所分解的气体排出,把胶料压实,使啤塑周期稳定,提高生产效率。
B:背压高时,镙杆转速即慢,阻力较大,料筒镙杆容易受损,由于镙杆磨擦热作用,内热增加,在外加热不变的情况下,会使料温上升,粘度下降,产生逆流和漏流,在喷嘴也容易产生流涎现象。C:背压低时,镙杆转速即快,但难以把料筒内的胶料压实,胶粒不均匀,从而产生料花的现象,如加色粉的料即会出现深浅不同的色带。
注意:回料时镙杆应成旋转形,射胶时应成直线形。
1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
供应商信息

