欢迎访问济源正宇实业有限公司的网站
欢迎访问济源正宇实业有限公司的网站

- 公司名称:济源正宇实业有限公司
- 联系人:张经理
- 手机:13653912512
- 公司地址:济源市轵城镇泽南村
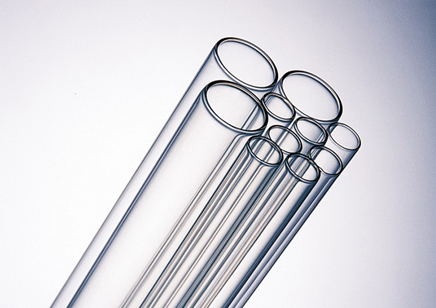
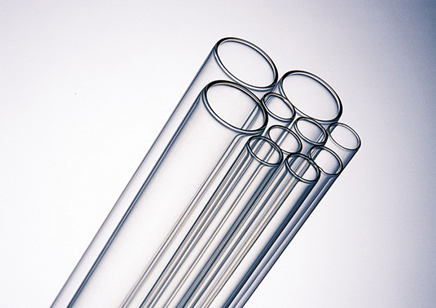
玻璃安瓿瓶





- 产品名称:高品质洛阳玻璃安瓿瓶价格_玻璃安瓿瓶销售 相关-济源正宇实业有限公司
- 产品价格:面议
- 产品数量:999999999
- 保质/修期:0
- 保质/修期单位:年
- 更新日期:2019-10-22
产品说明
安瓿是用玻璃管烧制的,广泛运用于盛放注射制剂和必须隔绝空气高纯度化学药品。安瓿的用明火封装以隔绝空气,济源正宇实业有限公司,正宇实业,瓶颈部标有记号,当施加压力时瓶颈会折断,以便提取药液。
开启前先用砂轮在瓶颈处切出划痕,消毒瓶颈,将向上,使药液全部流入瓶体内,然后将瓶颈折断即可。易折型安瓿在处标示出厂家预先切割得的部位,按照这个方向将直接折断即可。
1、安瓿玻璃应无色透明;
2、膨胀系数小,耐热性好;
3、要有足够的物理强度以耐受在热压灭菌时所产生较高的压力差;
4、化学稳定性高,不改变溶液的PH值;
5、熔点较低、易于熔封;
6、无气泡、麻点和砂粒 。
5ml(C型)口服液瓶:
容量:5ml;
瓶身直径:18mm;
瓶子高度:45mm;
瓶口直径:15mm;
瓶口高度:8.7mm;
口服液瓶采用硼硅玻璃生产,质量达到国际标准。
口服液瓶适用硅胶塞或丁基胶塞,普通双涂铝盖,铝塑组合盖,外形美观。
口服液瓶使用说明
1.消毒灭菌使用温度为100-125度。
2.灌装前应对口服液瓶进行装盘,挑拣,二次纯净水清洗,一蒸馏水清洗,然后高温消毒。
3.净化车间灌装,挑拣,清洗,高温125度灭菌,灯检,贴标,入托装盒。
4.高温消毒时防止急冷急热,防止口服液掉底爆破。
5.口服液瓶。药液装量必须在允许范围内,超量灌装在高温高压消毒时会产生掉底,导致药液损失。
6.药液应灌装口服液瓶瓶颈以下。
口服液瓶检测方法
1.保证原材料质量,原材料进厂严格按标准要求理化性能,外观,规格尺寸等技术指标检验。
2.按系统的选管分类标准,卡板检测,过秤称量检测进行选料分类,分成细管,中管,粗管。
3.制瓶生产车间现场,严格按规格尺寸,外观质量进行自检,互检,巡检,和抽检,保证产品符合标准要求。
4.质检部对产品进行厂内检检验,洛阳玻璃安瓿瓶价格,玻璃安瓿瓶哪家好相关,质量保障部负责产品质量合格与出厂前检验。
5.检验方法:应力检测使用高精度应力测定仪,规格尺寸用精度0.02mm的游标卡尺检验,瓶口内径用精度为0.02mm的内径塞尺检 验,瓶口高度用精度为0.05mm的瓶口边后仪检测,垂直轴偏差用精度为0.01mm垂直测试仪进行检测,瓶壁厚度用精度为0.01mm壁厚测试仪检测,正宗洛阳玻璃安瓿瓶价格,玻璃安瓿瓶哪家好相关,瓶底厚度用用精度为0.01mm瓶底测厚仪检测,化学稳定性用高压蒸气灭菌器实验。
6.产品经全检后,必须进行抽检,产品出库必须进行出厂检验,保证产品质量符合标准要求。
济源正宇实业有限公司前身为建立于1994年的济源王屋山玻璃制品有限公司,因企业发展需要,于2010年搬迁到济源市轵城镇耀辉工业园区。公司投资了2800万元建起了目前国内标准的玻璃拉管炉三座,拉管生产线10条,安瓿机28余台套,洛阳玻璃安瓿瓶价格,玻璃安瓿瓶价格 相关,管制瓶机130台。目前,公司拥有固定资产1.12亿元,建筑面积65000㎡,员工682人,其中各类专业技术人员336人。质量控制人员167人,年产棕色管13000吨、白管28000吨、安瓿26亿支、口服液瓶18亿支、冻干管制瓶12亿支,产品销往欧洲及东南亚国际市场,在国内市场也和德国格林斯海姆等国内顶尖的一批优质高端客户建立了长期的合作关系。
企业以质量为生命,通过ISO9001:2008质量管理体系和国家药监局的所有审评认证,建立了总经理负责的全程质量管理体系。为了保证玻管、瓶子的质量,公司投资了180余万元,建起了高标准的化验室,采购了原子吸收光谱仪等一批检验设备,完善了检测手段,从原料采购、玻管到瓶子的生产及出厂进行跟踪式检验,保证了产品质量的稳定性,为公司的信誉打下了坚实基础。
公司定期对员工进行技术管理培训和考核,努力提高员工业务技术水平及质量意识。愚公移山精神的企业文化,高标准的人才梯队,为公司的发展,奠定了厚实的基础。
供应商信息