 欢迎访问新乡市正日机械有限公司的网站
欢迎访问新乡市正日机械有限公司的网站

- 公司名称:新乡市正日机械有限公司
- 联系人:许经理
- 手机:13523860064
- 公司地址:河南省新乡市新乡县翟坡镇杨任旺村黄河大道298号
碳钢件加工
- 您当前的位置:
- 首页>
- 产品中心 >碳钢件加工 >非标碳钢件厂家_工业钣金加工厂家-新乡市正日机械有限公司





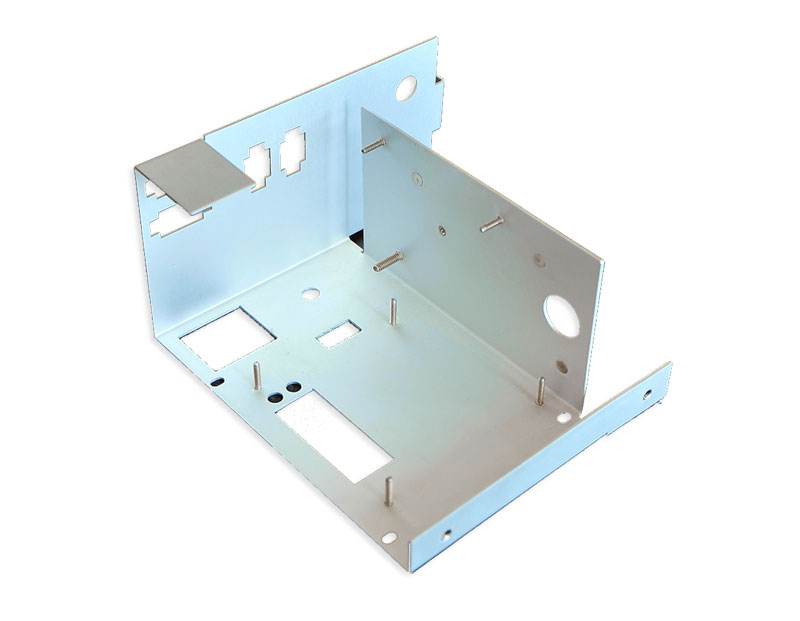
- 产品名称:非标碳钢件厂家_工业钣金加工厂家-新乡市正日机械有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-12-21
产品说明
现在碳钢件使用是越来越广泛的,新乡市正日机械有限公司,正日机械,而且我们对它的需求量也是比较大的,因此客户对此的质量要求也是越来越高,而好的质量是离不开先进的加工工艺的,而冷却就是碳钢铸件的加工中较为重要的一个步骤而这个步骤具体有什么要求呢?1、中碳铸钢件在空冷时,需要放到长时间处于常温、干燥的地方;2、碳钢件的高频淬火之后就需要立即淬火,而等待的时间是不能超过4小时的,而铸件所用到的中碳钢铸造件,非标碳钢件厂家,郑州钣金加工厂家,含碳量较低,而外形是比较简洁的,不能超过16个小时;3、冷却到室内的温度之后,高品质非标碳钢件厂家, 碳钢件销售相关,就可以进行清理、深冷处理或者是淬火操作;4、碳钢铸造而成的铸件可以搭配焊接构成,而后续的焊接与热处理工艺之间的等待时间不能超过4个小时;
碳钢的切削特性(1)低碳钢的切削特性:车削低碳钢时,如果刀具断屑器不能形成足够大的剪切角使切屑卷曲而脱离刀片前刀面,就会产生长切屑,并在可转位刀片表面生成积屑瘤。积屑瘤会起到刀具延伸的作用从而改变零件尺寸,并会使工件表面光洁度恶化。通常可根据精度要求比较保守地预选切深和进给率参数。(2)中碳钢的切削特性:车削中碳钢时会产生不连续的切屑,工件表面质量优于低碳钢,但切削力和刀具磨损会随着含碳量和硬度的增加而加大。因此当工件硬度增大时,应减小切削速度。(3)高碳钢的切削特性:车削高碳钢时,因含碳量较高,切削力和刀具磨损比车削中碳钢时要大。因此应采用较低的切削速度以减小刀具磨损。与切削低、中碳钢时类似,对不同硬度的工件应采用相应的切削速度。(4)易切钢的切削特性:由于在切屑成形过程中会形成一些微孔和微裂纹,而这些微观缺陷扩散到工件的切除层中,高品质非标碳钢件厂家, 碳钢件生产厂家相关,增加磷含量后磷溶解于铁可促进断屑,有利于避免形成长的卷须状切屑,可获得较好的表面光洁度。
(1)预备热处理工艺
碳钢的正火、退火以及在进行淬火之前的调质,都会对碳钢终极的变形量产生一定的影响,直接影响到的是碳钢组织结构上的变化。在正火时采用等温淬火可有效地使金属组织结构趋于均匀,从而使其变形量减小。
(2)运用合理的冷却方法
碳钢热处理冷却速度越快,冷却越不均匀产生的应力越大,可以在保证坯料硬度要求的条件下尽量采用预冷,采用分级冷却淬火能明显减少金属淬火时产生的热应力和组织应力,是减少一些外形较复杂工件变形的有效方法。
(3)合理设计零件结构
碳钢工件应尽量保持结构与材料成分和组织的对称性,以减少由于冷却不均引起的畸变。工件应尽量避免尖锐棱角、沟槽等,在工件的厚薄交界处、台阶处要有圆角过渡,尽量减少工件上的孔、槽筋结构不对称,厚度不均匀零件采用预留切削量的方法。
(4)采用合理的装夹方式及夹具
合理的装夹方式目的使工件加热冷却均匀,以减少热应力不均、组织应力不均来减小变形。可改变装夹方式,盘类零件与油面垂直、轴类零件立装等。使用补偿垫圈、支承垫圈、叠加垫圈等,花键孔零件可用渗碳心轴等。
供应商信息




