 欢迎访问青岛欧普特精工机床有限公司的网站
欢迎访问青岛欧普特精工机床有限公司的网站

- 公司名称:青岛欧普特精工机床有限公司
- 联系人:张全庆
- 手机:19963990169
- 公司地址:青岛即墨区农副产品批发市场西60米
数控龙门铣
- 您当前的位置:
- 首页>
- 产品中心 >数控龙门铣 >山东床身式数控龙门铣_1米铣床-青岛欧普特精工机床有限公司

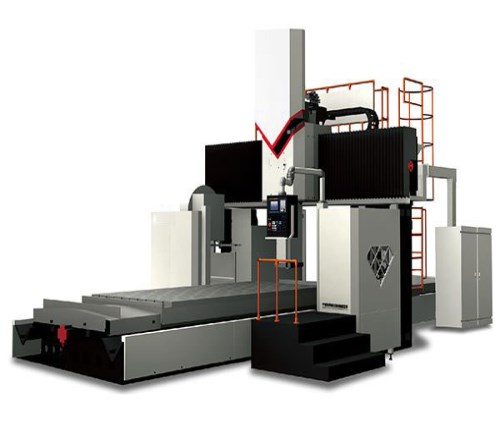
- 产品名称:山东床身式数控龙门铣_1米铣床-青岛欧普特精工机床有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2020-12-30
产品说明
使用一般的扳手不准加套管,以免滑脱伤人!2.刀具一定要夹牢,否则不准开车工作!3.工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。4.铣切各种工件,特别是粗铣时,开始应进行缓慢切削!5.移动工作台和刀架时,应先松开固定螺钉.6.装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人!7.在切削中,不准变速和调整刀具,禁止用手摸或测量工件!青岛欧普特数控龙门铣优势1、稳定性高采用国内先进技术设计制造的高性能数控龙门铣,结构性能成熟稳定,外购配套件的选用与国际先进水平保持一致.
随着数控系统的更新换代,以及用户界面体感的升级,未来的大型数控龙门铣加工的功能将会得到更大发展!3、结构发展趋势目前的大型数控龙门铣加工采用高度集成化的CPU/RISC芯片和大规模可编程集成电咱FPGA/EPLD/CPLD以及专用集成电路ASIC芯片,可提高数控系统的集成度和软硬件运行速度.应用FPD平板显示技术,可提高显示器性能,平板显示器具有科技含量高,重量轻、体积小、功耗低,便于携带等优点,可实现超大尺寸显示,成为和crt抗衡的新兴显示技术,是21世纪显示技术的主流,应用先进封装和互联技术,将半导体和表面安装技术融为一体,通过提高集成电路密度,减少互联长度和数量来降低产品价格、改进性能、减小组件尺寸、提高系统的可靠性!
山东床身式数控龙门铣
威海双工位数控专机_小型加工中心价格-青岛欧普特精工机床有限公司
4、拥有自主研发的核心技术实力雄厚拥有国际ISO9001体系认证,进出口自营权,多项专利技术,是青岛市知名品牌,电视台《中国制造2025》上榜品牌!多年来,已与世界500强企业建立了长期的合作关系,由于技术能力强,加工范围广,加工精度高,加工质量和供货时效深受客户信赖,订单量逐年递增!数控龙门铣加工未来的发展趋势1、性能发展趋势效率、速度及精度是机械加工的关键性能指标,大型数控龙门铣加工采用了高速的CPU芯片、多CPU控制系统以及交流数字伺服系统,同时采取改善机床动态、静态特性等措施,让大型数控龙门铣加工的速度效率以及精度得到很大的提高!
2、精度准确所有机床出厂采用严格的德国VDI344标准进行定位精度检验,全行程来回各3次,取其统计数据,可以充分确保产品定位精度!3、自有生产加工基地性能有保障自主开发的同时吸取日本德国的先进经验,集机身设计、主体零件铸造及加工、整机组装、罩钣金设计及生产、整机配电、调试、产品销售及售后服务于一体!公司拥有先进的技术开发中心和专用检具量具,雷尼绍XL30激光检测仪球杆仪,为数控设备的生产和检测提供强有力的支撑.

四川数控龙门加工中心_重型加工中心-青岛欧普特精工机床有限公司
国外目前的大型数控龙门铣加工设备所用数控装置的MTBF值可达6000h以上,伺服系统的MTBF值可达30000h以上,可靠性非常高!随着未来科技的发展,CPU芯片将会达到更高速,伺服系统也将更加完善,大型数控龙门铣加工的性能将会得到更大的提升.2、功能发展趋势数控系统是大型数控龙门铣加工的重要配件,操作人员通过用户界面对数控系统进行操作,从而操控大型数控龙门铣对工件进行加工,由于不同用户对界面的要求不同,因而开发用户界面的工作量,用户界面成为计算机软件研制中因难的部分之一,图形用户界面的出现地方便了非专业用户的使用,人们可以通过窗口和菜单进行操作,便于蓝图编程和快速编程、三维彩色立体动态图形显示、图形模拟、图形动态跟踪和仿真,不同方向的视图和局部显示比例缩放功能的实现!
有利于生产管理自动化;6、生产效率高,数控龙门铣一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控龙门铣具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率!另外,数控龙门铣的主轴转速和进给速度都是无级变速的,因此有利于选择切削用量.龙门铣床操作注意事项1.工作物要用压板、螺钉或专用工具夹紧!
我司主营铣床领域的企业,主要以数控龙门铣为主要产品,公司位于青岛即墨区农副产品批发市场西60米,更多产品信息详情请上http://www.qdoptjc.com/查看。青岛欧普特精工机床有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
天津轻型龙门高速铣_6米铣床供应商-青岛欧普特精工机床有限公司
德州高速龙门加工中心_加工中心-青岛欧普特精工机床有限公司
请问龙门数控加工中心哪家的好?
你好,据我了解,德力数控公司的还不错,他家是一家专业从事数控机床设备及软件等研发、生产销售和服务,并提供各种数控加工专业解决方案的高新技术企业。
龙门式数控切割机应用原理是什么?
等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为120-600V,而弧柱电压一般为空载电压的一半。提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度和切割更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大电极内缩量未达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由...
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由高漏抗引成陡将的电源外特性。控制电路通过割炬上的按钮开关来完成整个切割工艺过程:预通气-主电路供电-高频引弧-切割过程-息弧-停止。主电路的供电由接触器控制;气体的通短由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。
增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由...
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由高漏抗引成陡将的电源外特性。控制电路通过割炬上的按钮开关来完成整个切割工艺过程:预通气-主电路供电-高频引弧-切割过程-息弧-停止。主电路的供电由接触器控制;气体的通短由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。
增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
ZK5540数控龙门移动钻床是武重根据中国东方电气集团公司的要求而量身定做的用于核电蒸汽发生器孔板加工的数控龙门移动多头钻床。此台专用“工作母机”的开发和制造成功将为我国核电工业的发展做出重要贡献。ZK5540数控龙门移动多头钻床在横梁上配置大功率的调速镗铣头,有5个进给坐标轴(可任意三轴联动),加工宽4.5米,龙门移动加工可达9米,加工孔直径为10~40毫米,可一次装卡多工位加工或同时使用八轴工位加工,孔间精度可达0.05毫米,是多孔管板零件加工的理想“工具”,为我国数控龙门铣钻或钻床类家族又增添一“新丁”,填补了国内空白。
供应商信息



