- 公司名称:洛阳纵横机械制造有限公司
- 联系人:李建森
- 手机:13803887121
- 公司地址:洛阳飞机场工业园区
衬胶管道
- 您当前的位置:
- 首页>
- 产品中心 >衬胶管道 >江苏钢衬胶管道型号_矿浆衬胶管道-洛阳纵横机械制造有限公司




- 产品名称:江苏钢衬胶管道型号_矿浆衬胶管道-洛阳纵横机械制造有限公司
- 产品价格:面议
- 产品数量:2000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-24
产品说明
其中铝层分搭接焊、对接焊成型工艺。由于衬塑管道是夹有金属管的塑料/金属复合管,故集金属管和塑料管两者的优点于一身.衬胶管厂家纵横生产的衬胶耐磨管等管材由于引进了先进的工艺,所以是管材的耐腐蚀性、耐高温性等机械性能都有很好地提升!胶板衬里层的接缝应采用搭接!搭接胶板厚度为2mm时,搭接宽度应为15~20mm.胶板厚度为3mm时,搭接宽度应为20~30mm!多层设备衬胶时,相邻胶层的接缝应错开,净距不得小于100mm。

河南复合衬塑管道厂家_化工管道及配件相关-洛阳纵横机械制造有限公司
由此,我们可以看出衬胶管厂家对保养以及相关程序的重视.首先,可能是浸泡变形.一般来说,如果衬胶管道的橡胶接头材质选用不当会出现这种情况.例如:在输油管道中,安装普通的橡胶接头而不是耐油类的橡胶接头,所以选购适合的橡胶接头很重要.其次,可能是尺寸变形.一些衬胶管道的倾斜度较大,这就会造成橡胶接头扭曲的现象。那么衬胶管厂家如何应对呢?洛阳纵横机械建议您换为耐高压橡胶接头,这样可以有效缓解此类情况。衬塑防腐管的损坏主要是来源于磨损!
磨损又主要集中在三通、四通和弯头等流体的变向处,以及安装阀门的下游的20mm~1000mm的管道,因为阀门的开启关闭会致使流体变向,所以就会导致流体对管壁内部局部的冲刷产生磨损,致使管道的损坏。其次,在实际的应用过程中,温度高于所选用的衬塑防腐管能承受的温度,导致衬层的脱落或收缩,从而会堵塞管路的通道,大大增加了流阻,影响物料的通过量。此外,管道制造商制作的质量问题也会引起管路损坏!例如衬塑防腐管内壁的锈迹除不尽,会很容易引起衬层以及外壳的脱层,或者是制作时内衬的流平效果不佳,致使衬层存在大量的毛细孔,进而导致管道渗酸。
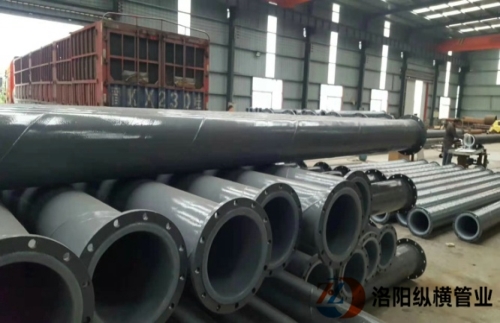
江苏钢衬胶管道型号
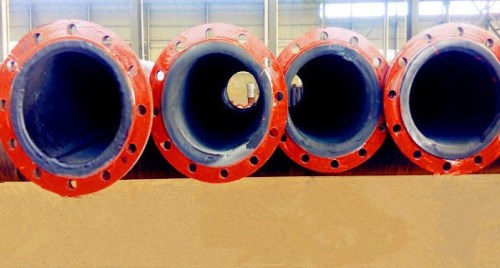
胶板贴衬时,必须依次烙(压)合,排净粘结面间的气体,不得漏压.设备衬胶的接缝必须烙(压)合严实,边缘呈圆滑过渡,不得出现翘起、剥离。包括衬胶管道和衬胶管道等在内的所有设备要求满衬,密封面处的衬里应平整,不得有径向沟槽或超过lmm的突起,所有设备法兰、接管法兰口平面度(DN300以下)不大于1mm,DN300以上法兰口平面度不大于2mm。衬胶管厂家生产的衬胶管道质量优良,品质优良,同时也绝不忽视对衬胶管道的保养工作,因为只有从头到尾地加以维护,提高管道的使用寿命才更有保障!

河南碳钢衬胶管道生产厂家_化工衬胶管道-洛阳纵横机械制造有限公司
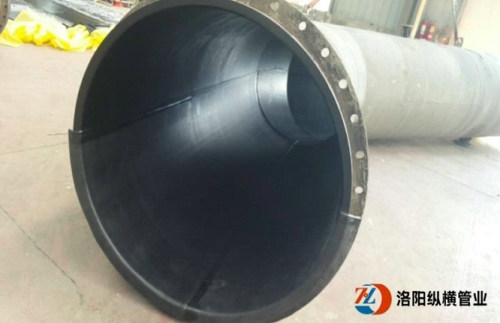
首先是橡胶的性能,衬胶管道的内衬胶需要根据其使用的环境来确定,如果选择的橡胶物理性能和化学性能与环境不相符合,就会造成橡胶层脱落等严重后果,影响使用寿命!其次是橡胶与钢管的粘接强度!橡胶胶浆粘接度不强,会造成衬里的层受力不能很好分解,导致局部受力不均匀,易造成衬胶管道局部加速腐蚀.工矿条件也是影响衬胶管道寿命的重要因素.使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析.

湖北防腐耐磨衬胶管道哪家好_钢衬胶管道价格-洛阳纵横机械制造有限公司
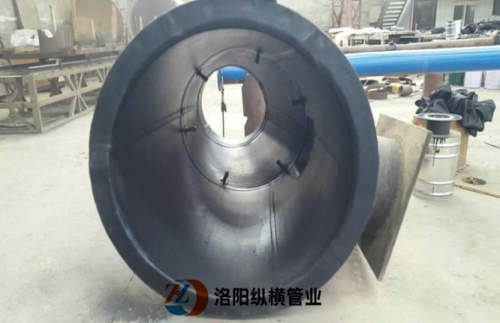
(3)还要检查其胶板的厚度是否达标,通常是以图纸的要求为基准的!还要保证胶层无脱层和鼓泡!(4)在拉力机上做剥离强度测试,用邵尔A硬度计来检查衬胶管道所衬胶板的硬度.通过以上紧密而细致的质量检查,确保了脱硫衬胶管道的质量,有需要的客户欢迎到洛阳纵横机械制造有限公司选购。如何合理的布置衬胶耐磨管?在选择这种产品时也要事先考虑对其的设计和布置.衬胶耐磨管的设计条件应包括装置建设的环境条件(如温度、湿度、风力、风向、雨雪、地震、地质、周边环境等)、工艺条件(如水、电、汽、风等公用工程条件及装置规模、介质性质、介质温度、介质压力、开停工时间、操作工况等)、建设周期(如设计计划表、采购计划表、施工计划表、开工时间等)等!
用户有时也常提出一些要求,诸如操作要求,安全消防要求、环保要求、器材标准要求、设计文件编制内容等各种要求。设计条件和用户要求都是衬胶管道布置设计的基础条件!衬胶耐磨管合理的设计在于把这些条件中提出的要求赋以运用,既要十分重视这些要求,又要对某些要求进行适当的平衡,最终做到在技术、经济、安全等方面均为上佳。目前是通过挤出成型工艺而制造出的新型衬塑管道,由聚乙烯层——粘合剂层——铝层——粘合剂层聚乙烯层五层结构构成!

湖北防腐耐磨衬胶管道批发_化工管道及配件相关-洛阳纵横机械制造有限公司
湖北防腐耐磨衬胶管道厂家_矿浆衬胶管道-洛阳纵横机械制造有限公司
钢衬胶管道可以取代钢衬塑管道吗?
问我传话筒
橱柜不锈钢台面粘衬板用什么胶
*胶
请问,洛阳纵横机械衬塑管道质保期限是多长时间?
产品质保期为壹年厂区坐落于飞机场工业园区,占地50多亩,厂房面积8000多平方米,固定员工百余人,高薪技术员30人,产品已覆盖国内三十多个省市,远销十多个国家和地区,多年来受到国内外客户的一致好评和信赖。
产品质保期为壹年,质保期内均可享受维修服务,在质保期内若出现质量问题,本厂实行3小时内答复用户,48小时内为用户提供解决方案
产品质保期为壹年,质保期内均可享受维修服务,在质保期内若出现质量问题,本厂实行3小时内答复用户,48小时内为用户提供解决方案
广州衬塑管道使用条件有限制吗?
2.正压 DN25-DN80:≤6.4MPaDN100-DN150:≤6.4MPa≥DN200:≤2.5MPa
1.真空值(即负压)DN25-DN80:≤90kPaDN100-DN150:≤70KPa≥DN200:≤55KPa
1.真空值(即负压)DN25-DN80:≤90kPaDN100-DN150:≤70KPa≥DN200:≤55KPa
油气管道防腐胶粘剂共聚物底胶有什么使用工艺?
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-...
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-230℃挤出机螺杆转速:应根据挤出机的螺杆结构、螺杆长径比、口模系数、熔膜延伸长度(口模与钢管距离)、配套设备、加工速度等条件设定和调整。4.二三层胶用于2PE防腐结构时,推荐钢管加热温度在200℃-230℃间调整。5.二三层胶用于3PE防腐结构时,钢管加热温度应根据配套环氧粉末的凝胶化时间确定。推荐钢管加热温度在150℃-200℃间调整。
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-230℃挤出机螺杆转速:应根据挤出机的螺杆结构、螺杆长径比、口模系数、熔膜延伸长度(口模与钢管距离)、配套设备、加工速度等条件设定和调整。4.二三层胶用于2PE防腐结构时,推荐钢管加热温度在200℃-230℃间调整。5.二三层胶用于3PE防腐结构时,钢管加热温度应根据配套环氧粉末的凝胶化时间确定。推荐钢管加热温度在150℃-200℃间调整。
“我近期在报纸上撰文四篇,全面梳理佛山陶瓷产业的现状,其中反复强调的一个观点就是,陶瓷产业调整升级,不仅是政府的要求,也是产业发展的必然。”佛山市陶瓷行业协会秘书长尹虹博士表示,在陶瓷行业遭遇诸多问题的当下,市委提出打造“国际陶都”,有助于增强行业发展信心。 尹虹认为,世界级的产业基地,首先就必须是一个世界级的制造基地,陶瓷产销规模要有一定保证,但更重要的应该是行业决策中心,在技术装备、生产工艺、产品设计等方面处于世界领先水平,成为行业风向标。另外,民族的才是世界的,佛山陶瓷要有特色才能立于世界不败之地。如果跟在别人后面亦步亦趋,那永远都不可能引领行业潮流。企业应该在这些方面努力。
供应商信息