- 公司名称:洛阳纵横机械制造有限公司
- 联系人:李建森
- 手机:13803887121
- 公司地址:洛阳飞机场工业园区
衬胶管道




- 产品名称:辽宁矿浆衬胶管道供应_防腐耐磨衬胶管道-洛阳纵横机械制造有限公司
- 产品价格:面议
- 产品数量:2000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-25
产品说明
(3)还要检查其胶板的厚度是否达标,通常是以图纸的要求为基准的!还要保证胶层无脱层和鼓泡!(4)在拉力机上做剥离强度测试,用邵尔A硬度计来检查衬胶管道所衬胶板的硬度。通过以上紧密而细致的质量检查,确保了脱硫衬胶管道的质量,有需要的客户欢迎到洛阳纵横机械制造有限公司选购!如何合理的布置衬胶耐磨管?在选择这种产品时也要事先考虑对其的设计和布置!衬胶耐磨管的设计条件应包括装置建设的环境条件(如温度、湿度、风力、风向、雨雪、地震、地质、周边环境等)、工艺条件(如水、电、汽、风等公用工程条件及装置规模、介质性质、介质温度、介质压力、开停工时间、操作工况等)、建设周期(如设计计划表、采购计划表、施工计划表、开工时间等)等!
现今,衬胶管道已经在各行各业被广泛地应用,但是衬胶管道的工况相对来说又是极端恶劣的,而且也是很容易被疏忽的环节!因此,衬胶管厂家提醒我们必须在选择、使用、保养及维修多个环节重视起来!比如我们在安装橡胶接头时,在扣压前就需制作一个比心轴内孔略细的检验心棒,扣压时,将检验心棒涂抹少许润滑油后插入心轴内孔,扣压的力度要以能抽出心棒为合适!这样,既可以避免因为扣压力道过大而使心轴内孔直径减小甚至堵死的现象发生,还可以能保证接头能被扣牢而不脱落!
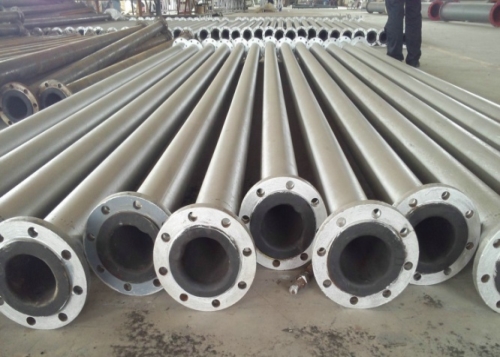
辽宁矿浆衬胶管道供应
由此,我们可以看出衬胶管厂家对保养以及相关程序的重视!首先,可能是浸泡变形.一般来说,如果衬胶管道的橡胶接头材质选用不当会出现这种情况.例如:在输油管道中,安装普通的橡胶接头而不是耐油类的橡胶接头,所以选购适合的橡胶接头很重要!其次,可能是尺寸变形.一些衬胶管道的倾斜度较大,这就会造成橡胶接头扭曲的现象.那么衬胶管厂家如何应对呢?洛阳纵横机械建议您换为耐高压橡胶接头,这样可以有效缓解此类情况.衬塑防腐管的损坏主要是来源于磨损!
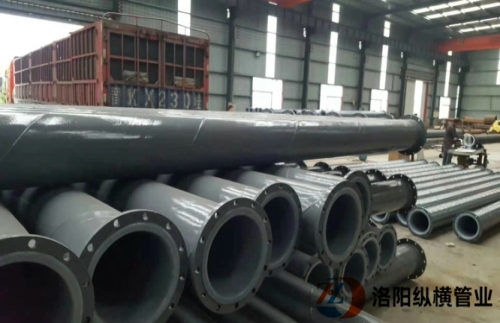
如今,衬胶管道的应用范围越来越广泛,那么,衬胶管道有哪些优势呢?衬胶管道的结构优良,管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,克服了钢管耐压不耐磨的缺点,具备了钢管和耐磨橡胶共同的优点,综合性价比良好。衬胶管道还具有高强度,高抗冲击性。橡胶的密度低,重量轻,吸振性和耐机械冲击性能良好,高强度、刚性好、不产生蠕变,抗冲击,抗震、抗水锤性能强,便于运输、安装和维护。影响衬胶管道的因素有哪些呢?专业的衬胶管厂家为您解答疑难。
江苏碳钢衬塑管道报价_碳钢衬塑管道相关-洛阳纵横机械制造有限公司

湖南脱硫衬胶管道厂家_耐磨衬胶管道-洛阳纵横机械制造有限公司
湖南防腐耐磨衬胶管道价格_防腐耐磨衬胶管道-洛阳纵横机械制造有限公司

江苏电厂脱硫衬胶钢管厂家_防腐衬胶钢管哪个厂家好-洛阳纵横机械制造有限公司
其中铝层分搭接焊、对接焊成型工艺。由于衬塑管道是夹有金属管的塑料/金属复合管,故集金属管和塑料管两者的优点于一身!衬胶管厂家纵横生产的衬胶耐磨管等管材由于引进了先进的工艺,所以是管材的耐腐蚀性、耐高温性等机械性能都有很好地提升!胶板衬里层的接缝应采用搭接!搭接胶板厚度为2mm时,搭接宽度应为15~20mm。胶板厚度为3mm时,搭接宽度应为20~30mm.多层设备衬胶时,相邻胶层的接缝应错开,净距不得小于100mm!
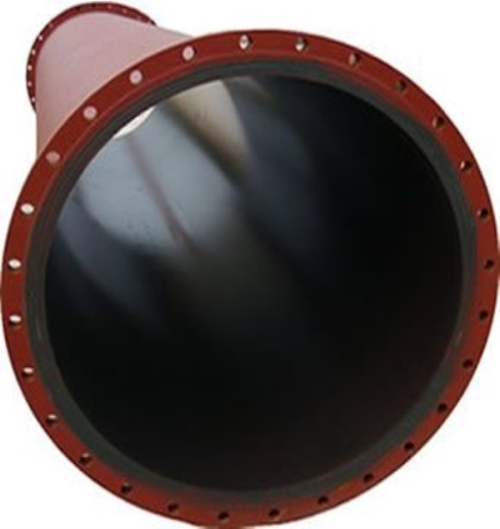
胶板贴衬时,必须依次烙(压)合,排净粘结面间的气体,不得漏压.设备衬胶的接缝必须烙(压)合严实,边缘呈圆滑过渡,不得出现翘起、剥离!包括衬胶管道和衬胶管道等在内的所有设备要求满衬,密封面处的衬里应平整,不得有径向沟槽或超过lmm的突起,所有设备法兰、接管法兰口平面度(DN300以下)不大于1mm,DN300以上法兰口平面度不大于2mm!衬胶管厂家生产的衬胶管道质量优良,品质优良,同时也绝不忽视对衬胶管道的保养工作,因为只有从头到尾地加以维护,提高管道的使用寿命才更有保障!
首先是橡胶的性能,衬胶管道的内衬胶需要根据其使用的环境来确定,如果选择的橡胶物理性能和化学性能与环境不相符合,就会造成橡胶层脱落等严重后果,影响使用寿命。其次是橡胶与钢管的粘接强度。橡胶胶浆粘接度不强,会造成衬里的层受力不能很好分解,导致局部受力不均匀,易造成衬胶管道局部加速腐蚀。工矿条件也是影响衬胶管道寿命的重要因素!使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析!
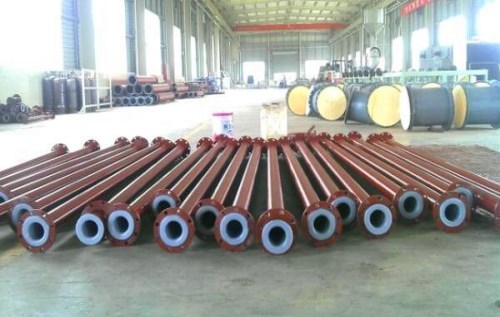
钢衬胶管的安装方法有什么方法?
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片...
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片要放正,必要时可有斜垫片找正。⑥对DN≥500的管子,管件先按单线图进行现场预制,预安装,采用法兰连接,法兰面之间需预留好衬胶层及垫片厚度约为7mm,现场试压合格后,拆卸进行现场加工衬里,预安装后的管道应在管壁上做记号,按图编号,使衬里后仍能按原图纸进行安装。⑦现场预制的管道法兰应内外两面焊接,法兰的内外表面焊接后必须用角向砂轮机磨光锉平,不得有凹凸不平,气孔等现象,以免空气留在孔隙内,使衬胶层因空气作用老化。⑧管内衬胶如是反出到法兰,要求管件在制作时达到法兰里口,转角处应为r=5mm,如采用一般法兰焊接,则法兰里口的焊缝必须加工成r=5mm的圆角。⑨现场加工的弯管,其弯曲角度应不于90°弯曲半径不应小于管径4倍。。
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片要放正,必要时可有斜垫片找正。⑥对DN≥500的管子,管件先按单线图进行现场预制,预安装,采用法兰连接,法兰面之间需预留好衬胶层及垫片厚度约为7mm,现场试压合格后,拆卸进行现场加工衬里,预安装后的管道应在管壁上做记号,按图编号,使衬里后仍能按原图纸进行安装。⑦现场预制的管道法兰应内外两面焊接,法兰的内外表面焊接后必须用角向砂轮机磨光锉平,不得有凹凸不平,气孔等现象,以免空气留在孔隙内,使衬胶层因空气作用老化。⑧管内衬胶如是反出到法兰,要求管件在制作时达到法兰里口,转角处应为r=5mm,如采用一般法兰焊接,则法兰里口的焊缝必须加工成r=5mm的圆角。⑨现场加工的弯管,其弯曲角度应不于90°弯曲半径不应小于管径4倍。。
国家日用及建筑陶瓷工程技术研究中心经过五年多的建设,在人才队伍、科研条件和成果产业化等方面取得了长足的进步,拥有世界一流水平科研设备,固定资产投资累计达1.2亿元。中心现有科研工作者114人,其中博士26人、硕士21人,形成了一支年龄、学历、专业结构合理,技术力量雄厚的科研开发和工程化队伍。五年来,该中心先后承担了一批对行业技术进步有较大影响的国家、部省科技项目及国际合作研究项目,总数为196项,科研经费达3164万元。其中:国家级项目20项,国际合作项目5项,部省级项目62项。取得成果142项.其中74项为国际先进水平,4项成果获部省级奖励,许多项目成果突破了行业关键技术,起到了引领行业发展的作用。
供应商信息