- 公司名称:洛阳纵横机械制造有限公司
- 联系人:李建森
- 手机:13803887121
- 公司地址:洛阳飞机场工业园区
衬胶管道
- 您当前的位置:
- 首页>
- 产品中心 >衬胶管道 >江苏碳钢衬胶管道报价_耐磨衬胶管道-洛阳纵横机械制造有限公司

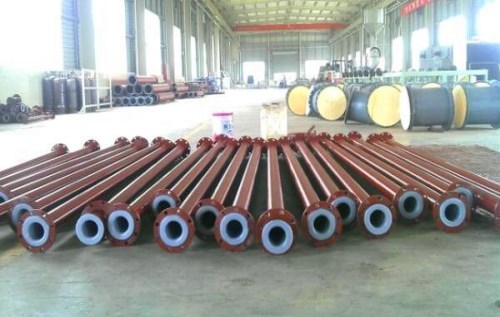



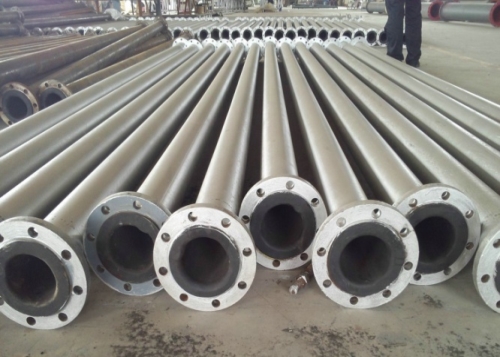
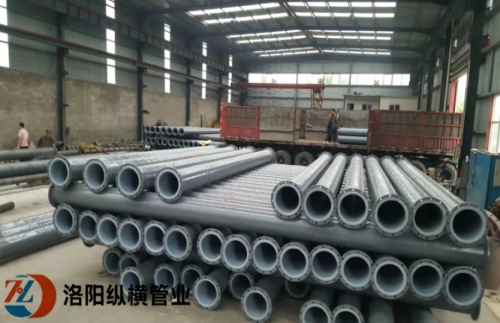
- 产品名称:江苏碳钢衬胶管道报价_耐磨衬胶管道-洛阳纵横机械制造有限公司
- 产品价格:面议
- 产品数量:2000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-03-09
产品说明
由此,我们可以看出衬胶管厂家对保养以及相关程序的重视!首先,可能是浸泡变形!一般来说,如果衬胶管道的橡胶接头材质选用不当会出现这种情况。例如:在输油管道中,安装普通的橡胶接头而不是耐油类的橡胶接头,所以选购适合的橡胶接头很重要.其次,可能是尺寸变形。一些衬胶管道的倾斜度较大,这就会造成橡胶接头扭曲的现象!那么衬胶管厂家如何应对呢?洛阳纵横机械建议您换为耐高压橡胶接头,这样可以有效缓解此类情况!衬塑防腐管的损坏主要是来源于磨损。
现今,衬胶管道已经在各行各业被广泛地应用,但是衬胶管道的工况相对来说又是极端恶劣的,而且也是很容易被疏忽的环节。因此,衬胶管厂家提醒我们必须在选择、使用、保养及维修多个环节重视起来。比如我们在安装橡胶接头时,在扣压前就需制作一个比心轴内孔略细的检验心棒,扣压时,将检验心棒涂抹少许润滑油后插入心轴内孔,扣压的力度要以能抽出心棒为合适!这样,既可以避免因为扣压力道过大而使心轴内孔直径减小甚至堵死的现象发生,还可以能保证接头能被扣牢而不脱落!
用户有时也常提出一些要求,诸如操作要求,安全消防要求、环保要求、器材标准要求、设计文件编制内容等各种要求。设计条件和用户要求都是衬胶管道布置设计的基础条件!衬胶耐磨管合理的设计在于把这些条件中提出的要求赋以运用,既要十分重视这些要求,又要对某些要求进行适当的平衡,最终做到在技术、经济、安全等方面均为上佳。目前是通过挤出成型工艺而制造出的新型衬塑管道,由聚乙烯层——粘合剂层——铝层——粘合剂层聚乙烯层五层结构构成.
脱硫衬胶管道是衬胶管道的升级版,它比老版的衬胶管道生产工艺更加绿色环保。由于成本的增加,其价格也会相对的有所上涨,但是“一分钱一分货”,脱硫衬胶管道的质量和效果也会比传统的衬胶管道好一些!如此好质量的管道其工艺标准肯定也会要高一些,那么在质量检查的过程中都需要注意什么呢?(1)对于脱硫衬胶管道的质量检查必须要做到严格和认真,橡胶板衬到的部位要整体检测!还要保证外观的美观性,和外表面的平整光滑.(2)对于橡胶衬里的检测我们通常采用的是电火花检测,以2000V/mm和5m/min的标准对衬胶层进行检测,橡胶衬里胶层没有渗点为合格的产品!
江苏碳钢衬胶管道报价

湖南直缝衬胶钢管哪个厂家好_衬胶钢管-洛阳纵横机械制造有限公司
(3)还要检查其胶板的厚度是否达标,通常是以图纸的要求为基准的!还要保证胶层无脱层和鼓泡.(4)在拉力机上做剥离强度测试,用邵尔A硬度计来检查衬胶管道所衬胶板的硬度.通过以上紧密而细致的质量检查,确保了脱硫衬胶管道的质量,有需要的客户欢迎到洛阳纵横机械制造有限公司选购.如何合理的布置衬胶耐磨管?在选择这种产品时也要事先考虑对其的设计和布置.衬胶耐磨管的设计条件应包括装置建设的环境条件(如温度、湿度、风力、风向、雨雪、地震、地质、周边环境等)、工艺条件(如水、电、汽、风等公用工程条件及装置规模、介质性质、介质温度、介质压力、开停工时间、操作工况等)、建设周期(如设计计划表、采购计划表、施工计划表、开工时间等)等.
磨损又主要集中在三通、四通和弯头等流体的变向处,以及安装阀门的下游的20mm~1000mm的管道,因为阀门的开启关闭会致使流体变向,所以就会导致流体对管壁内部局部的冲刷产生磨损,致使管道的损坏.其次,在实际的应用过程中,温度高于所选用的衬塑防腐管能承受的温度,导致衬层的脱落或收缩,从而会堵塞管路的通道,大大增加了流阻,影响物料的通过量!此外,管道制造商制作的质量问题也会引起管路损坏。例如衬塑防腐管内壁的锈迹除不尽,会很容易引起衬层以及外壳的脱层,或者是制作时内衬的流平效果不佳,致使衬层存在大量的毛细孔,进而导致管道渗酸。
其他管材行业厂商洛阳纵横机械制造有限公司,是一家专注于手机壳服务的企业,在业内享有盛名,获得一致好评,如果您对 衬胶管道感兴趣,那么本页面可以很好的带您了解衬胶管道,或者想了解衬胶管道相关更多信息,请移步我们的官网或者与我们 取得联系,我们将竭诚为您服务。
如果您想了解衬胶管道更多信息,请致电 建森:13803887121,或者您直接到我们公司总部一起交流研讨,地址:洛阳飞机场工业园区,我们期待您的致电或来访。
油气管道防腐胶粘剂共聚物底胶有什么使用工艺?
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-...
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-230℃挤出机螺杆转速:应根据挤出机的螺杆结构、螺杆长径比、口模系数、熔膜延伸长度(口模与钢管距离)、配套设备、加工速度等条件设定和调整。4.二三层胶用于2PE防腐结构时,推荐钢管加热温度在200℃-230℃间调整。5.二三层胶用于3PE防腐结构时,钢管加热温度应根据配套环氧粉末的凝胶化时间确定。推荐钢管加热温度在150℃-200℃间调整。
使用工艺1. 二三层胶外观通常是均匀的白色塑料颗粒,具有热塑性塑料的工艺性能,可用通用塑料成型设备加工。2.二三层胶适用于2PE 、3PE防腐结构的挤出缠绕工艺和挤出包覆工艺。也可制成粉末用于粉末喷涂。3.二三层胶挤出加工推荐工艺参数:温度:加料段150℃-170℃、机头190℃-200℃、压缩段170℃-180℃、适配器200℃-230℃、均化段180℃-200℃、口模190℃-230℃挤出机螺杆转速:应根据挤出机的螺杆结构、螺杆长径比、口模系数、熔膜延伸长度(口模与钢管距离)、配套设备、加工速度等条件设定和调整。4.二三层胶用于2PE防腐结构时,推荐钢管加热温度在200℃-230℃间调整。5.二三层胶用于3PE防腐结构时,钢管加热温度应根据配套环氧粉末的凝胶化时间确定。推荐钢管加热温度在150℃-200℃间调整。
供应商信息