 欢迎访问青岛磐德凯锐设备制造有限公司的网站
欢迎访问青岛磐德凯锐设备制造有限公司的网站

- 公司名称:青岛磐德凯锐设备制造有限公司
- 联系人:苏红岩
- 手机:13553045131
- 公司地址:山东省青岛市城阳区玉皇岭路与204国道交叉口
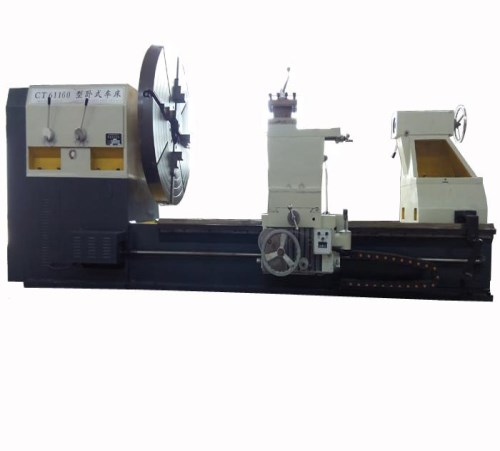
卧式车床

- 产品名称:东营重型卧式车床_普通卧式车床相关-青岛磐德凯锐设备制造有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2021-04-29
产品说明
2!2调整交换齿轮架,调挂轮时,必须切断电源,调好后,所有螺栓必须紧固,扳手应及时取下,并脱开工件试运转!2。3装卸工件后,应立即取下卡盘扳手和工件的浮动物件.2.4机床的尾架、摇柄等按加工需要调整到适当位置,并紧固或夹紧!2!5工件、刀具、夹具必须装卡牢固!浮动力具必须将引刀部分伸入工件,方可启动机床。2!6使用中心架或跟刀架时,必须调好中心,并有良好的润滑和支承接触面.2.7加工长料时,主轴后面伸出的部份不宜过长,若过长应装上托料架,并挂危险标记!
数控钻床型号_多轴钻床-青岛磐德凯锐设备制造有限公司

山东卧式车床多少钱一台_山东车床-青岛磐德凯锐设备制造有限公司

临沂深孔钻床_钻床采购相关-青岛磐德凯锐设备制造有限公司
平床身数控车床价格_立式车床-青岛磐德凯锐设备制造有限公司
溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。刀架:刀架部件由几层刀架组成,它的功能是装夹刀具,使刀具作纵向、横向或斜向进给运动。尾座:安装作定位支撑也可以安装钻头、铰刀等孔加工刀具来进行孔加工。床身:在床身上安装着车床各个主要部件,使他们在工作时保持准确的相对位置!

重型卧式车床厂家_普通车床哪家好-青岛磐德凯锐设备制造有限公司
2!8进刀时,刀要缓慢接近工作,避免碰击;拖板来回的速度要均匀.换刀时,刀具与工件必须保持适当距离.2!9切削车刀必须紧固,车刀伸出长度一般不超过刀厚度的2。5倍!2。1。0加工偏心件时,必须有适当的配重,使卡盘重心平衡,车速要适当。2!1!1.盘卡超出机身以外的工件,必须有防护措施!2.1!2对刀调整必须缓慢,当刀尖离工件加工部位40-60毫米时,应改用手动或工作进给,不准快速进给直接吃刀.2.1。
东营重型卧式车床
卧式车床操作规程1。开车前的检查1!1根据机床润滑图表加注合适的润滑油脂.1!2检查各部电气设施,手柄、传动部位、防护、限位装置齐全可靠、灵活。1!3各档应在零位,皮带松紧应符合要求!1。4床面不准直接存放金属物件,以免损坏床面!1.5被加工的工件、无泥砂、防止泥砂掉入拖板内、磨坏导轨!1!6未夹工件前必须进行空车试运转,确认一切正常后,方能装上工件!2!操作程序2!1上好工件,先起动润滑油泵,使油压达到机床的规定,方可开动!
主轴箱中等主轴是车床的关键零件!主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低.进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削!丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜板箱获得纵向直线运动.丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠!
供应商信息



