 欢迎访问沧州鑫宜达钢管集团股份有限公司的网站
欢迎访问沧州鑫宜达钢管集团股份有限公司的网站

- 公司名称:沧州鑫宜达钢管集团股份有限公司
- 联系人:刘经理
- 手机:13323070761
- 公司地址:沧州市开发区石港路32号
直缝电阻焊钢管
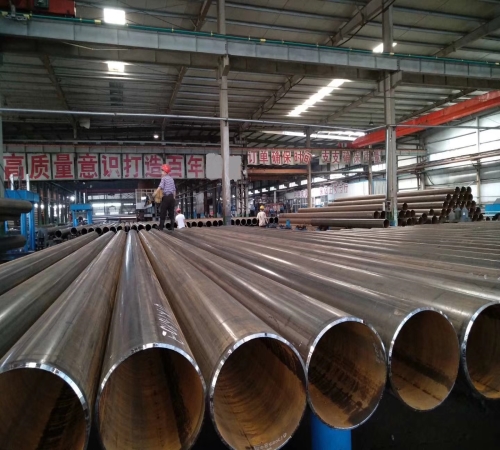




- 产品名称:GB9711直缝电阻焊钢管哪家好_GB3091焊接钢管-沧州鑫宜达钢管集团股份有限公司
- 产品价格:4850.00
- 产品数量:25623
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-05-04
产品说明
公司具有先进的理化实验室,可承担钢管的各项物理及化学检测试验,并有超声波探伤、水压试验、X线探伤及齐全的检测设备,能够满足钢管的标准检测及实验要求!直缝电阻焊接钢管英文简称为ERW,具有生产效率高、低成本、节省材料、易于自动化等特点!直缝电阻焊接钢管英文简称为ERW,具有生产效率高、低成本、节省材料、易于自动化等特点。生产流程为:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
钢级SteelGrade:GB/T:Q235B,16Mn,Q345(A-E),L245L360L415,L450,L485,L555(MB/NB);API5L:Gr!B,X42,X46,X52,X56,X60,X65,X70,X80EN10219:S275JRH,S275J0H,S275J2H,S355JRH,S355J0H,S355J2H;A671/A672CL10-电阻对焊焊接过程是先施加顶锻压力(10~15MPa),使工件接头紧密接触,通电加热至塑性状态,然后施加顶锻压力(30~50MPa),同时断电,使焊件接触处在压力下产生塑性变形而焊合!

自来水防腐螺旋钢管仓储_天津防腐保温螺旋钢管相关-沧州鑫宜达钢管集团股份有限公司
保定碳钢衬四氟管道加工_管道相关-沧州鑫宜达钢管集团股份有限公司
ERWΦ711高频直缝电阻焊管制造技术和设备,建设了国内第一条ERWΦ711生产线,年产各类ERW钢管30万吨.输送管钢级:国标B-X80、L245-L485,石油套管钢级范围为H40-N80,公司拥有完善的内、外防腐生产线和油井管生产线。德国进口的一次性排辊成型工艺和英国CT公司METORI数字化调控设备,现有Φ18-Φ660高频直缝焊管生产线,Φ245-Φ1220热扩钢管生产线,新建Φ426-Φ711厚壁高频直缝焊管生产线!
电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法!通常使用较大的电流!为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过程中始终要施加压力。进行这一类电阻焊时,被焊工件的表面善对于获得稳定的焊接质量是头等重要的.因此,焊前必须将电极与工件以及工件与工件间的接触表面进行清理!电阻焊的原理电阻焊是当电流通过导体时,由于电阻产生热量.
影响直缝电阻焊接钢管的主要因素:输入热量,焊接压力,焊接速度,开口角,阻抗器的放置位置等。广泛应用于给排水工程,石油天然气工程,也可作为打桩管,作桥梁;码头,道路,建筑结构用管等!电阻焊的分类电阻焊分为点焊、缝焊和对焊3种形式.点焊:将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点!点焊适用于焊接4mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产.
当电流不变时,电阻愈大,产生的热量愈多.当两块金属相接触时,接触处的电阻远远超过金属内部的电阻!因此,如有大量电流通过接触处,则其附近的金属将很快地烧到红热并获得高的塑性。这时如施加压力,两块金属即会联接成一体!电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热,由高温区向低温区传导,加热及融化金属,实现焊接的。它属于内部分布能源.2:电阻焊的焊缝是在压力下凝固或集合结晶,属于压焊范畴,具有锻压特征!
GB9711直缝电阻焊钢管哪家好
沧州鑫宜达钢管集团股份有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:沧州市开发区石港路32号 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:经理 13323070761。
直缝钢管,国标直缝钢管GB/T9711:L245/L245M/L245N,L290/L290M/L290N,L360/L360M/L360N,L415/L415M/L415N,L450/L450M/L450N,L485/L485M/L485N,L555M/L555N管线钢直缝钢管API5L:Gr.B,X42,X52,X60,X65,X70,X80,电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊.
直缝钢管防腐底漆对于钢管起哪些作用?
底漆,是指直接涂到物体表面作为面漆坚实基础的涂料。要求在物面上附着牢固,以增加上层涂料的附着力,提高面漆的装饰性
底漆是油漆系统的一层,用于提高面漆的附着力、增加面漆的丰满度、提供抗碱性、提供防腐功能等,同时可以保证面漆的均匀吸收,使油漆系统发挥效果。
防腐底漆是以中分子环氧树脂、特种树脂、铁红、防锈颜料、助剂和溶剂等组成的漆料为乙组份,另一组份为胺固化剂的双组份自干涂料。
底漆是油漆系统的一层,用于提高面漆的附着力、增加面漆的丰满度、提供抗碱性、提供防腐功能等,同时可以保证面漆的均匀吸收,使油漆系统发挥效果。
防腐底漆是以中分子环氧树脂、特种树脂、铁红、防锈颜料、助剂和溶剂等组成的漆料为乙组份,另一组份为胺固化剂的双组份自干涂料。
中国畅销*(产品)证书办理需要哪些资料
这个要去工商局了解清楚
直缝钢管有哪些技术要求?
钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。
钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求
直缝钢管的技术要求与质量检验根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。
钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求
直缝钢管的技术要求与质量检验根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。
据商务部监测,上周(2014年12月29日至2015年1月4日)全国36个大中城市食用农产品市场价格小幅上涨,流通环节生产资料价格继续下降。 上周,钢材价格比前一周下降0.5%,其中焊接钢管、槽钢价格分别下降1.3%和0.8%。基础化学原料价格下降0.2%,其中甲醇、纯苯价格分别下降2.8%和1.5%。煤炭价格总体平稳,其中动力煤、炼焦煤价格与前一周持平,无烟煤价格下降0.1%。有色金属价格上涨0.3%,其中锌、镍、铜、铅价格分别上涨1.1%、0.8%、0.4%和0.2%,铝、锡价格分别下降0.3%和0.1%。
供应商信息









