欢迎访问河南省永丰模具有限公司的网站
欢迎访问河南省永丰模具有限公司的网站

- 公司名称:河南省永丰模具有限公司
- 联系人:赵经理
- 手机:18837377787
- 公司地址:新乡市宏力大道西贾桥工业区12号
塑料模具加工定制
- 产品名称:台湾汽车塑料塑料模具加工定制厂家电话_绍兴外壳塑料模报价-河南省永丰模具有限公司
- 产品价格:面议
- 产品数量:1000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-06-12
产品说明
【注塑生产】塑料材质abs、pp、pe、pa、pvc、pet等均可加工,可以代组装产品【表面处理】丝印、喷涂等表面处理加工价格说明:致:各位新老客户我公司为专业模具设计制造、注塑加工的企业,因注塑模具加工行业的特殊性,百度爱采购所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是要根据客户要求、工艺难易度、订单数量等因素核算成本后报价的。所以产品价格仅供参考,如需订购,价格详情需要双方洽谈协商后再定。
汽车塑料塑料模具加工定制报价_无人机塑料模-河南省永丰模具有限公司
插销塑料模具加工定制厂家直销_绍兴外壳塑料模批发-河南省永丰模具有限公司
我司主营塑料模领域的企业,主要以塑料模具加工定制为主要产品,公司位于新乡市宏力大道西贾桥工业区12号,更多产品信息详情请上http://www.nagatoyo.com查看。河南省永丰模具有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
重庆塑料模具加工定制厂家直销_塑料模具定制加工厂家相关-河南省永丰模具有限公司
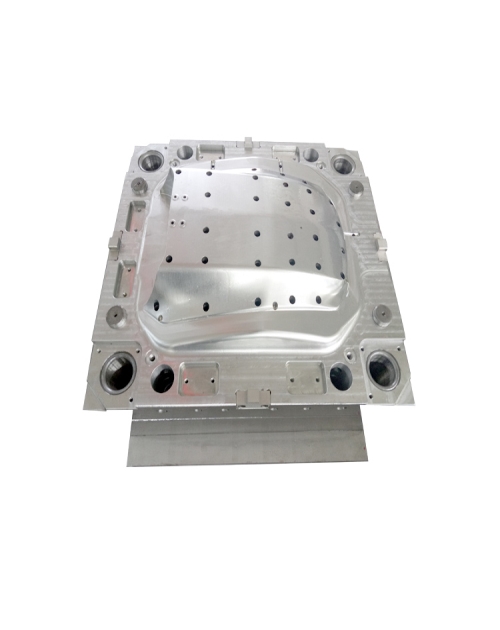
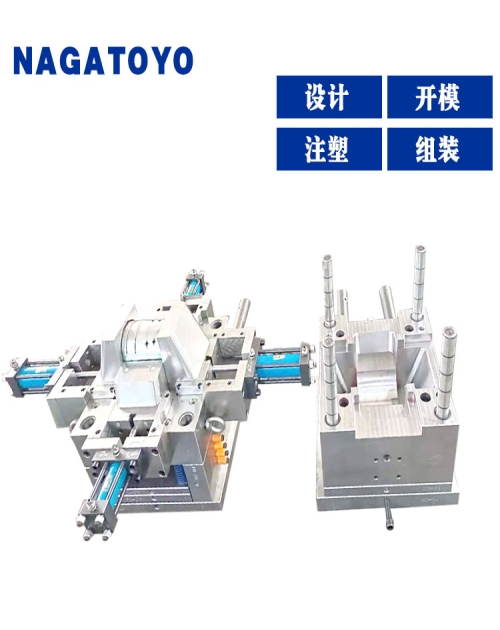
对毛边控制在30万模以上,根据客户的需求模具寿命可以达到30万、50万、100万、200万、300万以上!尤其对汽车内饰件、座椅、空调系统、滤清器系统、充电装、保险盒、无人机外观件、宠物用品、仪器仪表壳、烘焙食品包装盒、墙体开关等产品的模具研发设计及制造有着丰富的经验!制造塑胶模具各类产品外壳模具设计开发塑料注塑模具生产加工产品展示如下图:【注塑模具制造】模具流程:审图--备料--加工--模架加工--模芯加工--模具零件加工--检验--装配--试模--批量生产模具中期:项目跟单,随时向客户提供模具的进度(录像,拍照)模具材料:P20,718,718H,2738,2316,S136,2311等冷却系统:设计循环水路,提高生产效率,保证模具寿命中期处理:调质,提高硬度模具寿命:30万模次,50万模次,100万模次等,可根据要求定制售后服务:在本公司加工产品,免费维修欢迎来厂考察,眼见为实,验证我司的实力。
【注塑生产】塑料材质abs、pp、pe、pa、pvc、pet等均可加工,可以代组装产品河南省永丰模具有限公司(股票展示代码:204690)成立于2015年9月,位于新乡县合河乡贾桥工业区内.占地5300m2,目前总投资达1500万!我司集产品构思到产品成形为一体,主要承接塑胶模具产品开发设计、3D快速成形、模具设计与制造、产品注塑、产品表面处理等服务.目前专业性人才达50人,在日本从事模具8年以上技术研究经验3人,采用日本公司管理理念!
南阳提供塑料制品注塑加工厂家_注塑塑料制品加工厂相关-河南省永丰模具有限公司
对毛边控制在30万模以上,根据客户的需求模具寿命可以达到30万、50万、100万、200万、300万以上.尤其对汽车内饰件、座椅、空调系统、滤清器系统、充电装、保险盒、无人机外观件、宠物用品、仪器仪表壳、烘焙食品包装盒、墙体开关等产品的模具研发设计及制造有着丰富的经验。价格说明:致:各位新老客户我公司为专业模具设计制造、注塑加工的企业,因注塑模具加工行业的特殊性,公司网站展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是要根据客户要求、工艺难易度、订单数量等因素核算成本后报价的!
台湾汽车塑料塑料模具加工定制厂家电话
【注塑模具制造】模具流程:审图--备料--加工--模架加工--模芯加工--模具零件加工--检验--装配--试模--批量生产模具中期:项目跟单,随时向客户提供模具的进度(录像,拍照)模具材料:P20,718,718H,2738,2316,S136,2311等冷却系统:设计循环水路,提高生产效率,保证模具寿命中期处理:调质,提高硬度模具寿命:30万模次,50万模次,100万模次等,可根据要求定制售后服务:在本公司加工产品,免费维修欢迎来厂考察,眼见为实,验证我司的实力!
河南省永丰模具有限公司是一家塑料模企业,关于塑料模具加工定制,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品塑料模具加工定制获得客户一致好评,如果您想了解塑料模具加工定制的更多细节,请与我们取得联系,河南省永丰模具有限公司期待为您提供服务。
河北塑料模具加工中如何减少收缩方式?
对于成型工人,调整加工条件是解决收缩问题的一种方法。填充压力和时间显著影响收缩。部件填充后,多余的材料继续填充到型腔中补偿材料的收缩。填充阶段太短将会导致收缩加剧,*终会产生较多或较大的收缩痕。这种方法本身也许并不能将收缩痕减少到满意的水平,但是成型工人可以调整填充条件改善收缩痕。此外修改模具,简单的解决方法就是修改常规的型芯孔,但你想让它适用于所有树脂是不可能的。此外,气体辅助方法同样值得一试。...
对于成型工人,调整加工条件是解决收缩问题的一种方法。填充压力和时间显著影响收缩。部件填充后,多余的材料继续填充到型腔中补偿材料的收缩。填充阶段太短将会导致收缩加剧,*终会产生较多或较大的收缩痕。这种方法本身也许并不能将收缩痕减少到满意的水平,但是成型工人可以调整填充条件改善收缩痕。此外修改模具,简单的解决方法就是修改常规的型芯孔,但你想让它适用于所有树脂是不可能的。此外,气体辅助方法同样值得一试。
形成收缩痕的原因可能有一个或多个,包括模具加工方法、部件几何形状、材料的选择以及模具设计等。其中几何形状和材料选择通常由原材料供应商决定,且不太容易改变。但是模具制造商方面还有很多关于模具设计的因素可能影响到收缩。冷却流道设计、浇口类型、浇口尺寸可能产生多种效果。例如,小浇口如管式浇口比锥形的浇口冷却得快得多。浇口处过早冷却会减少型腔内的填充时间,从而增加收缩痕产生的几率。
在塑料模具部件较厚位置,如筋肋或突起处形成的收缩要比邻近位置更严重,这是由于较厚区域的冷却速度要比周围区域慢得多。冷却速度不同导致连接面处形成凹陷,即为人们所熟悉的收缩痕。这种缺陷严重限制了家电精密塑料模具产品的设计和成型,尤其是大型厚壁制品如电视机的斜面机壳和显示器外壳等。
对于成型工人,调整加工条件是解决收缩问题的一种方法。填充压力和时间显著影响收缩。部件填充后,多余的材料继续填充到型腔中补偿材料的收缩。填充阶段太短将会导致收缩加剧,*终会产生较多或较大的收缩痕。这种方法本身也许并不能将收缩痕减少到满意的水平,但是成型工人可以调整填充条件改善收缩痕。此外修改模具,简单的解决方法就是修改常规的型芯孔,但你想让它适用于所有树脂是不可能的。此外,气体辅助方法同样值得一试。
形成收缩痕的原因可能有一个或多个,包括模具加工方法、部件几何形状、材料的选择以及模具设计等。其中几何形状和材料选择通常由原材料供应商决定,且不太容易改变。但是模具制造商方面还有很多关于模具设计的因素可能影响到收缩。冷却流道设计、浇口类型、浇口尺寸可能产生多种效果。例如,小浇口如管式浇口比锥形的浇口冷却得快得多。浇口处过早冷却会减少型腔内的填充时间,从而增加收缩痕产生的几率。
在塑料模具部件较厚位置,如筋肋或突起处形成的收缩要比邻近位置更严重,这是由于较厚区域的冷却速度要比周围区域慢得多。冷却速度不同导致连接面处形成凹陷,即为人们所熟悉的收缩痕。这种缺陷严重限制了家电精密塑料模具产品的设计和成型,尤其是大型厚壁制品如电视机的斜面机壳和显示器外壳等。
供应商信息