欢迎访问河南省永丰模具有限公司的网站
欢迎访问河南省永丰模具有限公司的网站

- 公司名称:河南省永丰模具有限公司
- 联系人:赵经理
- 手机:18837377787
- 公司地址:新乡市宏力大道西贾桥工业区12号
塑料模具
- 您当前的位置:
- 首页>
- 产品中心 >塑料模具 >济源小型塑料模具公司_制作塑料模具相关-河南省永丰模具有限公司

- 产品名称:济源小型塑料模具公司_制作塑料模具相关-河南省永丰模具有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-06-12
产品说明
正片MOLDEX3D专用于产品注塑仿真,分析产品可能出现的问题,判断产品是否存在变形、困气、短射等;目前是产品/模具行业通用软件,使用率较高!公司主打产品:汽车滤清部件、电子接插件、保险盒、医疗、电子件、食品包装盒、电器外观件、仪表、防水壳公司涉及产品:汽车保险盒,接插件,座椅,空调系统,内饰,电器机壳,小家电,智能垃圾箱,无人机,食品餐具,电池密封圈,锂电电瓶,玩具等!例:精密电池部件,电池密封圈:此产品是电池密封圈,为提高产品的生产效率,模具需一模出36/72等多穴产品,但由模具是一模多腔且所有产品壁厚误差要在0!
公司产品设计均为模具行业专业设计人员,本着以先进的技术和多年积累的经验相结合,确保在短周期内设计出工艺优,结构合理,易调试,安全稳定的模具.公司产品设计软件介绍正版UG0专用于模具设计、产品分析、CNC编程、电极拆分;目前是模具行业通用软件,使用率较高!正版CATIA专用于产品分析,产品运动仿真,B面设计;目前是产品行业通用软件,使用率较高且与主机厂使用一致;部分用于模具设计.此软件在国外使用率高,同样也是国外模具行业通用软件之一。
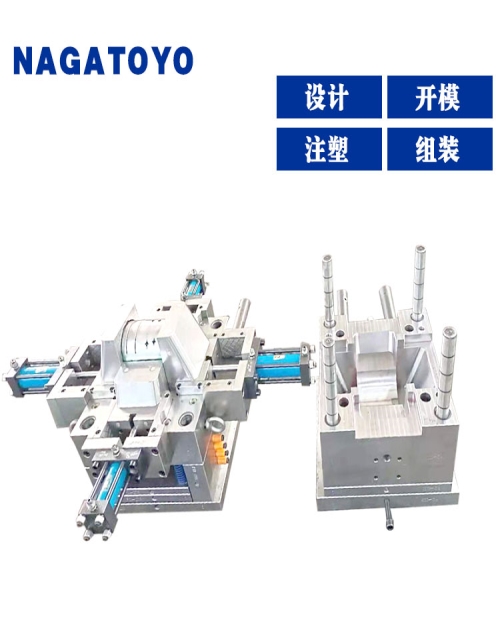
济源小型塑料模具公司
制造塑胶模具各类产品外壳模具设计开发塑料注塑模具生产加工主要加工设备CNC加工中心,车床,火花机,注塑机货号YF0862加工设备数量20加工能力注塑模具定制,注塑加工量产工艺类型注射成型模模具分型面数目多个分型面型腔数目多型腔模具模具安装方式固定式模具适用范围价格说明:致:各位新老客户我公司为专业模具设计制造、注塑加工的企业,因注塑模具加工行业的特殊性,公司网站展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是要根据客户要求、工艺难易度、订单数量等因素核算成本后报价的。
所以产品价格仅供参考,如需订购,价格详情需要双方洽淡协商后再定.模具加工流程,审图——备料——加工——模架加工——模芯加工——模具零件加工——检验——装配——试模——批量生产模具中期:项目跟单,随时向客户提供模具的进度选择永丰模具厂家的五大优势:自动化:满足客户要求的自动化,流道自动脱落,机械手代替人工操作!高品质:满足客户要求的产品品质,确保产品无外观缺陷,等一切不良问题。高效率:满足客户生产需求,提高生产效率,产品冷却充分,开模周期更短!
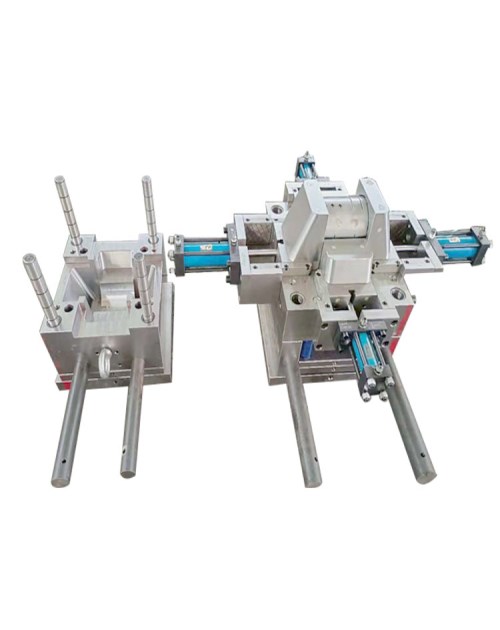
所以产品价格仅供参考,如需订购,价格详情需要双方洽谈协商后再定.汽车,餐具,仪表,日用品,工艺品,手机,食品,电子,医疗,家电主要加工设备CNC加工中心,车床,火花机,注塑机货号YF0861加工设备数量20河南省永丰模具有限公司专业模具设计制造,注塑加工一条龙服务的实力厂家,因注塑模具加工行业的特殊性,网站上所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是根据客户要求,工世难易度,订单数量等因素核算成本后报价的!
准纳期:生产计划专人跟进,向客户主动汇报生产进度,交货期只能提前,不能推后!智能化:以满足产品高品质、高效率、自动化为前提,确保实现车间智能化管理!项目开发流程订单:订单前期沟通,客户确认订单,确认技术要求,确认最终产品图,确定品质检验标准分析:分析客户要求数据,产品评审,制作开模分析PDM,外观产品需要模流分析,反馈问题及确立方案!计划:组织项目团队,制定项目日程,各阶段计划设计:模具设计,制作工艺设计,内部细节评审,模具数据客户评审,项目跟进制作:模具实施各工序加工,品质实施监控,项目进度跟进试模:模具制作完成,模具品质检验,实施试模,产品实施测量优化:根据检测结果制定优化方案,客户反馈意思,实施模具修理,品质实施监控,最终优化产品客户确认OK交模:模具按交模具标准审核客户确认,启动模具运输,客户实施生(本公司入库代加工)项目跟进反馈!
天津模具厂家电话_硅胶模具相关-河南省永丰模具有限公司
准纳期:生产计划专人跟进,向客户主动汇报生产进度,交货期只能提前,不能推后!智能化:以满足产品高品质、高效率、自动化为前提,确保实现车间智能化管理.河南省永丰模具有限公司专业模具设计制造,注塑加工一条龙服务的实力厂家,因注塑模具加工行业的特殊性,网站上所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是根据客户要求,工世难易度,订单数量等因素核算成本后报价的!
如何计算塑料模具的弹簧的高度
。。我擦 你弹簧还要分 强度的挖~~
哪里有中华模具论坛的*新塑料模具手册下载?
中华模具论坛上有
谁有塑料模具的维修与保养的资料
你可以去看看
湖北塑料模具多少钱?
模具的价格跟产品的大小,复杂度,和出模数有关,产品大出得多价格恳定贵。
对于注塑模具报价问题范围很大,各有各的报价,一般都需要看图纸,然后才能给出大体报价范围,每个公司,每个地域的报价也是很有差异的。
因为做模具是一项非常复杂的工作,它关系图纸设计、模具设计、原材料、加工、调试模具、检验产品。如果是产品精度要求高的话,价格会更贵。
对于注塑模具报价问题范围很大,各有各的报价,一般都需要看图纸,然后才能给出大体报价范围,每个公司,每个地域的报价也是很有差异的。
因为做模具是一项非常复杂的工作,它关系图纸设计、模具设计、原材料、加工、调试模具、检验产品。如果是产品精度要求高的话,价格会更贵。
求教专家做一个塑料模具要多少钱?
经验计算方法:模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费或者材料系数法:模具价格=(6~10)*材料费 。具体的价格高低要看模具的复杂程度、大小、精度的高低、加工时间的长短来确定。
塑料模具的成型分类有哪些呢?
注射成型是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。注射成型由具有注射、保压(冷却)和塑件脱模过程所构成循环周期,因而注射成型具有周期性的特点。
热塑性塑料注射成型的成型周期短、生产效率高,熔料对模 具的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑件,难以避免成型缺陷。塑件各向异性也是质量问题之 一,应采用一切可能措施,尽量减小。压缩成型俗称压制成型,是*早成型塑件的方法之一。
压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚氰胺甲醛模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、有机硅树脂、聚酰亚胺等的模塑料,还可以成型加工不饱和聚酯料团、片状模塑料、预制整体模塑料等。
一般情况下,常常按压缩膜上、下模的配合结构,将压缩模分为溢料式、不溢料式、半溢料式三类。挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。
挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。
因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。
因此挤出速率的控制至关重要。压注成型亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。
压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在高于固化温度时,有较大的固化速率。中空成型是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯材膨胀并贴于模具型腔壁面上,待冷却定型后脱模,即得所需中空制品的一种加工方法。
适合中空成型的塑料为高压聚乙烯、低压聚乙烯、硬聚氯乙烯、软聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根据型坯成型方法的不同,中空成型主要分为挤出吹塑中空成型和注射吹塑中空成型两种。挤出吹塑中空成型的优点是挤出机与挤出吹塑模的结构简单,缺点是型坯的壁厚不一致,容易造成塑料制品的壁厚不匀。
右图是挤出吹塑中空成型原理示意图。注射吹 塑中空成型的优点是型坯的壁厚均匀、无飞边,由于注射型坯有底面,因此中空制品的底部不会产生拼和缝,不仅美观而且强度高。缺点是所用的成型设备和模具价格贵,故这种成型方法多用于小型中空制品的大批量生产上,在使用上没有挤出吹塑中空成型方法广泛。
压铸成型模具压铸成型模具又称传递成型模具。将塑料原料加入预热的加料室,然后向压柱施加压力,塑料在高温高压下熔融,并通过模具的浇注系统进入型腔,逐渐硬化成型,这种成型方法叫作压铸成型,所用的模具叫压铸成型模具。这种模具多用于热固性塑料的成型。
除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。。
热塑性塑料注射成型的成型周期短、生产效率高,熔料对模 具的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑件,难以避免成型缺陷。塑件各向异性也是质量问题之 一,应采用一切可能措施,尽量减小。压缩成型俗称压制成型,是*早成型塑件的方法之一。
压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚氰胺甲醛模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、有机硅树脂、聚酰亚胺等的模塑料,还可以成型加工不饱和聚酯料团、片状模塑料、预制整体模塑料等。
一般情况下,常常按压缩膜上、下模的配合结构,将压缩模分为溢料式、不溢料式、半溢料式三类。挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。
挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。
因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。
因此挤出速率的控制至关重要。压注成型亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。
压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在高于固化温度时,有较大的固化速率。中空成型是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯材膨胀并贴于模具型腔壁面上,待冷却定型后脱模,即得所需中空制品的一种加工方法。
适合中空成型的塑料为高压聚乙烯、低压聚乙烯、硬聚氯乙烯、软聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根据型坯成型方法的不同,中空成型主要分为挤出吹塑中空成型和注射吹塑中空成型两种。挤出吹塑中空成型的优点是挤出机与挤出吹塑模的结构简单,缺点是型坯的壁厚不一致,容易造成塑料制品的壁厚不匀。
右图是挤出吹塑中空成型原理示意图。注射吹 塑中空成型的优点是型坯的壁厚均匀、无飞边,由于注射型坯有底面,因此中空制品的底部不会产生拼和缝,不仅美观而且强度高。缺点是所用的成型设备和模具价格贵,故这种成型方法多用于小型中空制品的大批量生产上,在使用上没有挤出吹塑中空成型方法广泛。
压铸成型模具压铸成型模具又称传递成型模具。将塑料原料加入预热的加料室,然后向压柱施加压力,塑料在高温高压下熔融,并通过模具的浇注系统进入型腔,逐渐硬化成型,这种成型方法叫作压铸成型,所用的模具叫压铸成型模具。这种模具多用于热固性塑料的成型。
除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。。
今后我国模具钢的发展方向为:模具日趋大型化,尤其是模具成型零件日趋大型化,为提高生产效率,一模多腔,因此大型模块钢需求量将逐年增加;模具的精度越来越高,要求钢材质量好、尺寸精度高、稳定性好;塑料模具钢、压铸模具钢的需求量不断增加;中高档模具钢的需求量不断增加,低档模具钢日益过剩。另外,随着模具标准件应用的日益广泛,模具标准化、商品化程度的提高,对模具钢产品质量、品种规格和交货周期将提出更高的要求。钢铁企业要根据国内模具制造业发展的趋势和模具市场的需求,抓紧研发高精度、高韧性、耐腐蚀、高质量的模具钢新品种,使国产的热作和冷作模具钢达到世界先进水平。
供应商信息