 欢迎访问安阳市现书特种轴承有限公司的网站
欢迎访问安阳市现书特种轴承有限公司的网站

- 公司名称:安阳市现书特种轴承有限公司
- 联系人:王经理
- 手机:15518861366
- 公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
高硫合金
- 您当前的位置:
- 首页>
- 产品中心 >高硫合金 >XS高硫合金钢厂_轴承加工-安阳市现书特种轴承有限公司

- 产品名称:XS高硫合金钢厂_轴承加工-安阳市现书特种轴承有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:0
- 保质/修期单位:年
- 更新日期:2021-06-12
产品说明
实践证明,这种组织的材料用作球磨机衬板是不错的.为了减少衬板生产及使用过程中的非磨损失效的损失,在保证材料ak=6~8J/cm2的前提下,应力求使硬度控制在HRC50~54之间!鉴于ZGMn13材料在球磨机衬板上应用的不恰当,世界冶铸工作者从20世纪60年代开始研究新型的衬板材料,取得了很多成果。ZGMn13的新发展研究者们通过向ZGMn13中加入Cr、Mo、V等元素,形成稳定的弥散分布的粒状、岛状高硬合金碳化物(FeCr)3C、VC等,阻碍水韧处理时奥氏体晶粒长大,得到弥散分布着碳化物硬质点的奥氏体组织,从而提高了材料的加工硬化能力和硬化效果!

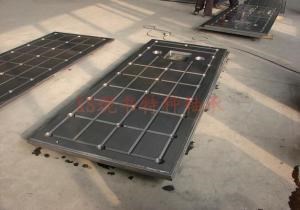
XS高硫合金钢厂

安阳市现书特种轴承有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:经理 15518861366。
韧性好的衬板,能减少破裂的可能性.有人认为,在直径4m以下的小型球磨机中,衬板的冲击韧性只要能达到ak=6~8J/cm2即可使用.但是,为了减少因衬板被打碎而造成非磨损失效的损失,笔者以为,衬板材料10mm×10mm×5mm无缺口试样的冲击韧性宜大于12J/cm2!较高的硬度!研究指出,材料经磨损后的硬度达到磨料硬度的0!8倍以后,提高材料的硬度就能够提高材料的耐磨性.因此,衬板材料的硬度应大于HRC50,然而,过高的硬度又可能会导致材料的脆性增加,所以建议硬度不宜超过HRC54。
01mm)在球磨机中加工硬化硬度可达HB390,是普通高锰钢的5倍,其工作寿命是普通高锰钢的5~2倍.合金白口铁①15Cr-3Mo白口铁及其发展。高锰钢衬板替代材料具代表性的就是含15%Cr+3%Mo的马氏体白口铁.这种材料是在马氏体基体中分布着不连续的共晶铁铬碳化物(Cr,Fe)7C3和富铬的二次碳化物,碳化物的体积约占总体积的40%~50%!这些铬的碳化物有着很高的硬度,均在HV1200~1800以上,足以抵抗一般磨料的磨损,然而,马氏体基体的硬度在HRC50上下,软于某些磨料的硬度,将被磨损,其上的碳化物可能被挖下来,因此,碳化物突出的抗磨性只有部分被利用!
衬板是用来保护筒体,使筒体免受研磨体和物料直接冲击和磨擦,同时也可利用不同形式的衬板来调整研磨体的运动状态,以增强研磨体对物料的粉碎作用,有助于提高磨机的粉磨效率,增加产量,降低金属消耗.当以粉碎为主时,要求衬板对研磨体的推举能力较强,同时衬板应具有良好的抗冲击性能,高锰钢ZGMn13有足够的抗冲击韧性,但不耐磨且易变形,大多数已改用双介质淬火工艺中合金钢或铬钼合金钢衬板。比较几种耐磨材料,以双介质淬火工艺中合金钢性能优,使用寿命长。

安阳市现书特种轴承有限公司是一家轴承加工企业,关于高硫合金,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品高硫合金获得客户一致好评,如果您想了解高硫合金的更多细节,请与我们取得联系,安阳市现书特种轴承有限公司期待为您提供服务。
理想的组织!理想的组织应包括:高硬度的合金碳化物及碳化物团球化,在金属材料中,常常以加入某些碳化物形成元素来获得高硬度的合金碳化物,这是一条提高材料耐磨性的有效途径!这是由于碳化物在基体中均匀分布,减少了碳化物周围的应力集中,使裂纹萌生的机会少,避免碳化物的剥落,同时,团球状碳化物能够阻断犁削磨损,减少犁沟深度和长度,从而保护基体!因此,要求使材料中合金碳化物团球化并均匀分布。强韧的基体,高硬的合金碳化物需要有强韧的基体来支撑,否则,合金碳化物就很容易剥落,材料的耐磨性就将大大削弱。
哈尔滨工业大学在改善15Cr-3Mo高铬白口铁性能方面也作了大量的工作,他们采用K、Na、Mg、Ca的盐类和合金对15Cr-3Mo铸铁进行喷射变质处理,消除了碳化物的原网状分布状态,使之呈蠕虫状或团块状分布,而且碳化物尺寸有所减少,这样就大大提高了材料的韧性和抗磨性!研究指出,经不同变质元素处理的15Cr-3Mo高铬白口铁的磨损量都较未变质的低,其中以钾变质的15Cr-3Mo高铬白口铁,其平均磨损量比未变质处理的低62%,而方案的磨损量比未变质处理的低74%!
合金速度?
不我觉得合金R4不错 很稳 速度还不错 直线 喷射中 直线 喷射中 拐弯均速 合金R4 192 230 207 251 114
高铬铸铁焊丝与碳化钨合金焊丝有什么不同?
焊条按用途分类: 1.结构钢焊条:包括碳钢焊条和部分低合金钢焊条 2.钼和铬钼耐热钢焊条:该类焊条的焊缝金属具有不同程度的耐高温工作能力。 3.不锈钢焊条:该类焊条的焊缝金属在常温、高温或低温中具有不同程度的抗大气或耐腐蚀的工作能力。 4.堆焊焊条:该类焊条的焊缝金属表面堆焊层,在常温或高温具有不同程度的耐磨或耐腐蚀的工作能力。 5.低温钢焊条:该类焊条的焊缝金属具有耐低温的工作能力。 6.铸铁焊...
焊条按用途分类: 1.结构钢焊条:包括碳钢焊条和部分低合金钢焊条 2.钼和铬钼耐热钢焊条:该类焊条的焊缝金属具有不同程度的耐高温工作能力。 3.不锈钢焊条:该类焊条的焊缝金属在常温、高温或低温中具有不同程度的抗大气或耐腐蚀的工作能力。 4.堆焊焊条:该类焊条的焊缝金属表面堆焊层,在常温或高温具有不同程度的耐磨或耐腐蚀的工作能力。 5.低温钢焊条:该类焊条的焊缝金属具有耐低温的工作能力。 6.铸铁焊条:该类焊条是焊接铸铁或焊补铸铁的专用焊条。 7.niè及niè合金焊条:该类焊条用于niè及niè合金的焊接,也可用于异种金属的焊接及堆焊。 8.tong及tong合金焊条:该类焊条用于tong及tong合金的焊接,也可用于异种金属的焊接及堆焊,铸铁的焊补。 9.铝及铝合金焊条:该类焊条用于铝及铝合金的焊接、焊补及堆焊。 10.特殊用途焊条
采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-niè不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊...
采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-niè不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
焊条按用途分类: 1.结构钢焊条:包括碳钢焊条和部分低合金钢焊条 2.钼和铬钼耐热钢焊条:该类焊条的焊缝金属具有不同程度的耐高温工作能力。 3.不锈钢焊条:该类焊条的焊缝金属在常温、高温或低温中具有不同程度的抗大气或耐腐蚀的工作能力。 4.堆焊焊条:该类焊条的焊缝金属表面堆焊层,在常温或高温具有不同程度的耐磨或耐腐蚀的工作能力。 5.低温钢焊条:该类焊条的焊缝金属具有耐低温的工作能力。 6.铸铁焊条:该类焊条是焊接铸铁或焊补铸铁的专用焊条。 7.niè及niè合金焊条:该类焊条用于niè及niè合金的焊接,也可用于异种金属的焊接及堆焊。 8.tong及tong合金焊条:该类焊条用于tong及tong合金的焊接,也可用于异种金属的焊接及堆焊,铸铁的焊补。 9.铝及铝合金焊条:该类焊条用于铝及铝合金的焊接、焊补及堆焊。 10.特殊用途焊条
采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-niè不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊...
采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-niè不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
造成的原因:由于套印是有多块印版进行印刷,影响因素较多。(1)设备的原因,长期的生产过程中,设备的某些主要部件磨损,如印刷轴弯曲,轴套筒不加油造成磨损,牵引辊不平都会造成在套印中字体错位;(2)印刷版辊各套色压力不均、印版辊左右两端压力不均、印刷辊松动等因素造成套印不准,字体错位;(3)工艺技术方面的问题,原料的开卷、收卷张力控制不平衡,操作失误,吹风热量不适当,张力失调等影响套印字体的错位;(4)制版各套规格不符(超过正常误差范围)造成套印字体的错位;(5)油墨粘度大,影响套印不准,字体错位;(6)铝箔原料的性能变化(厚簿不匀)影响了恒定的张力,造成字体错位。
供应商信息





