欢迎访问山东华恒智能装备有限公司的网站
欢迎访问山东华恒智能装备有限公司的网站

- 公司名称:山东华恒智能装备有限公司
- 联系人:岳川
- 手机:17866976987
- 公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
自由锻
- 您当前的位置:
- 首页>
- 产品中心 >自由锻 >淄博质量好的自由锻供应商_正规自由锻-山东华恒智能装备有限公司

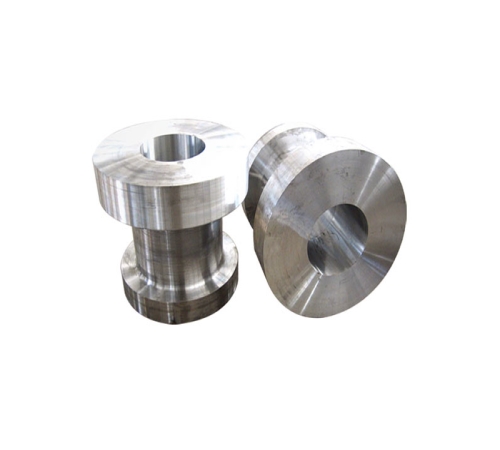
- 产品名称:淄博质量好的自由锻供应商_正规自由锻-山东华恒智能装备有限公司
- 产品价格:面议
- 产品数量:99999
- 保质/修期:99999
- 保质/修期单位:年
- 更新日期:2021-07-08
产品说明
折叠可能由于坯料在锻压时送进量小于单面压下量而造成的.主要设备自由锻造的设备分为锻锤和液压机两大类。生产中使用的锻锤有空气锤和蒸汽-空气锤,有些厂还使用结构简单,投资少的弹簧锤、夹板锤、杠杆锤和钢丝锤等.液压机是以液体产生的静压力使坯料变形的,是生产大型锻件的指定方式.镦粗【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。镦粗工序主要用于锻造齿轮坯、圆饼类锻件.镦粗工序可以有效地改善坯料组织,减小力学性能的异向性!

潍坊质量好的旋塞阀价格_旋塞阀标准相关-山东华恒智能装备有限公司
拔长常用于锻造杆、轴类零件!拔长的方法主要有两种:在平砧上拔长!在芯棒上拔长!锻造时,先芯棒插入冲好孔的坯料中,然后当作实心坯料进行拔长。拔长时,一般不是一次拔成,先将坯料拔成六角形,锻到所需长度后,再倒角滚圆,取出芯棒!为便于取出芯棒,芯棒的工作部分应有1:100左右的斜度!这种拔长方法可使空心坯料的长度增加,壁厚减小,而内径不变,常用于锻造套筒类长空心锻件!弯曲【弯曲】采用一定的工模具将坯料弯成所规定的外形的锻造工序,称为弯曲!
滨州阀体定制_铝合金阀体材料-山东华恒智能装备有限公司
东营旋塞阀厂家电话_提升式旋塞阀-山东华恒智能装备有限公司
淄博质量好的自由锻供应商
镦粗与拔长的反复进行,可以改善高合金工具钢中碳化物的形态和分布状态.镦粗主要有以下三种形式:完全镦粗.完全镦粗是将坯料竖直放在砧面上,在上砧的锤击下,使坯料产生高度减小,横截面积增大的塑性变形.端部镦粗。将坯料加热后,一端放在漏盘或胎模内,限制这一部分的塑性变形,然后锤击坯料的另一端,使之镦粗成形!用漏盘的镦粗方法,多用于小批量生产;胎模镦粗的方法,多用于大批量生产。在单件生产条件下,可将需要镦粗的部分局部加热,或者全部加热后将不需要镦粗的部分在水中激冷,然后进行镦粗!
锻接【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序!锻接的方法有搭接、对接、咬接等!锻接后的接缝强度可达被连接材料强度的70%~80%.扭转【扭转】是将毛料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序!该工序多用于锻造多拐曲轴和校正某些锻件.小型坯料扭转角度不大时,可用锤击方法缺陷裂纹可能由坯料质量不好、加热不充分、锻造温度过低、锻件冷却不当和锻造方法有误造成的!末端凹陷和轴心裂纹可能由于锻造时坯料内部未热或坯料整个截面未锻透,变形只产生在坯料表面造成的.
分类自由锻造分手工自由锻和机器自由锻!手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产。在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。而产生的锻件形状和尺寸主要由操作工的技术水平决定。基本工序自由锻造的基本工序包括镦粗、拔长、冲孔、弯曲、扭转、错移、切割及锻接等!拔长【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。
制订自由锻工艺规程的主要内容和步骤是什么?
(1)绘制锻件图:锻件图是在零件图的基础上,考虑切削加工余量、锻件公差、工艺余块等所绘制的图样。
(2)选择锻造工序:确定锻造工序的依据是锻件的形状、尺寸、技术要求和生产数量等。
(3)确定坯料质量和尺寸:坯料有铸锭和型材两种,前者用于大、中型锻件,后者用于中、小型锻件。
(4)选择锻造设备:应根据坯料的种类、质量以及锻造基本工序、设备的锻造能力等因素,并结合工厂现有设备条件综合确定锻造设备。
(2)选择锻造工序:确定锻造工序的依据是锻件的形状、尺寸、技术要求和生产数量等。
(3)确定坯料质量和尺寸:坯料有铸锭和型材两种,前者用于大、中型锻件,后者用于中、小型锻件。
(4)选择锻造设备:应根据坯料的种类、质量以及锻造基本工序、设备的锻造能力等因素,并结合工厂现有设备条件综合确定锻造设备。
自由锻的优点是什么?
自由锻工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。
模锻的工作原理和自由锻相比有什么区?
自由锻是将加热好的金属坯料放在锻造设备的上,下砥铁之间,施加冲击力或压力,直接使坯料产生塑性变形,从而获得所需锻件的一种加工方法。 自由锻由于锻件形状简单,操作灵活,适用于单件,小批量及重型锻件的生产。自由锻分手工自由锻和机器自由锻。手工自由锻生产效率低,劳动强度大,仅用于修配或简单,小型,小批锻件的生产,在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 模锻可以在多种设备上进行。在工业生产中,锤上模锻大都采用蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。压力机上的模锻常用热模锻压力机,吨位在25000KN~63000KN。
模锻的锻模结构有单模堂锻模和多模膛锻模。它用燕尾槽和斜楔配合使锻模固定,防止脱出和左右移动;用键和键槽的配合使锻模定位准确,并防止前后移动。单模膛一般为终锻模膛,锻造时常需空气锤制坯,再经终锻模膛的多次锤击一次成形,*后取出锻件切除飞边。
供应商信息