欢迎访问青岛协盛橡塑有限公司的网站
欢迎访问青岛协盛橡塑有限公司的网站

- 公司名称:青岛协盛橡塑有限公司
- 联系人:江树成
- 手机:15092254762
- 公司地址:山东省青岛市城阳区黑龙江北路999号
PVC片材
- 您当前的位置:
- 首页>
- 产品中心 >PVC片材 >吸塑PVC片材批发_PVC片材板材相关-青岛协盛橡塑有限公司

- 产品名称:吸塑PVC片材批发_PVC片材板材相关-青岛协盛橡塑有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-28
产品说明
PVC片材表面粗糙可能原因及解决办法塑化不良或者存料少,应提高塑化度压延速比调整太小而脱辊,应调整合适的压延速比外润滑太多,应减少外润滑用量相邻辊速比过大,应调整相邻辊速比ACR用量太少,应增加ACR用量析出片材生产过程中,经常会产生析出的现象,压延机辊筒会残留低分子物质,生产的片材透明度也会变差。其主要原因是由于各种配方原料中的小分子物质或挥发性物质多造成的!另外配方中的润滑体系搭配不当或者塑化不良也会极易产生析出现象.
另外助剂也有可能含水分过高!综上,解决措施可以采用:适当延长热混机的混合时间,并使用冷却混合机。可以有效除去原料的水分。片材中晶点数超标,也称之为鱼眼晶点产生的常见原因为:一些PVC树脂颗粒不塑化,或者塑化不好.形成原因有:PVC树脂本身质量不好!在不更换PVC树脂的条件下,解决措施为:适当延长混合时间和提高混料温度,促进助剂的吸收.并且采用的混合机组,混合机组对物料的预塑化效果,是的!第二,混合好的原料可以放置半天或者一天,让其熟化,再使用!
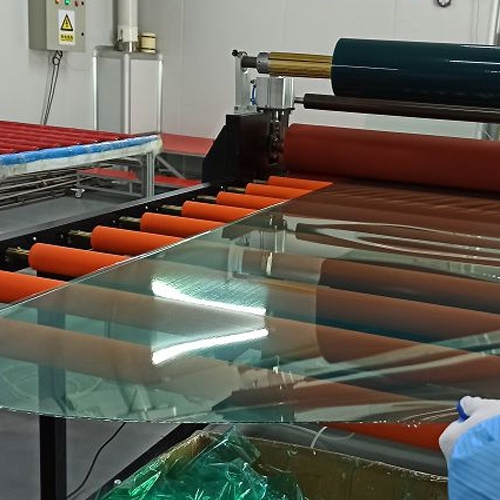
特别的性质还有〈1〉耐化学侵蚀〈2〉具光泽,部份透明或半透明〈3〉大部份为良好绝缘体〈4〉重量轻且坚固〈5〉加工容易可大量生产,价格便宜〈6〉用途广泛、效用多、容易着色、部份耐高温PVC片材的介绍及生产PVC片材的简单介绍按颜色可分为本色片,略带蓝光片,各种有色片;按透明度分为透明片,半透明片,不透明片;按表面处理可分为光片,磨砂片(粗细),单、双贴膜,哑白(黑);按等级可分为全新料和普通新料;按功能可分为抗静电片和抗紫外线片;产品规格:压延线厚度0!
青岛协盛橡塑有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:山东省青岛市城阳区黑龙江北路999号 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:树成 15092254762。
PVC片材实用参考配方PVC100,有机锡0!8-2,G160。4,G700.3,硬脂酸钙0。2,ACR0!6,MBS4-6,颜料适量PVC硬质片材的特性①质轻,化学稳定性,不会锈蚀;②耐冲击性好;③具有较好的透明性和耐磨耗性;④绝缘性好,导热性低;⑤一般成型性、着色性好,加工成本低;⑥耐热性稍差,热膨胀率大,不易燃烧;⑦尺寸稳定性差,容易变形;⑧耐低温性差,低温下变脆;⑨容易老化;⑩易溶于某些有机溶剂!
青岛协盛橡塑有限公司是一家着力于研究其他防静电产品的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:PVC片材,我们在这里等待您的到来!
通常选用SG-8型或TK-700型!第二,稳定剂不足第三,温控仪出问题,显示温度比实际低,温度过高会造成PVC分解,发黄。这时需要重新检查较准温控仪.方法很简单,用水银温度计进行较准.在实际生产中,由于热电偶松动、粘上物料等原因,都会造成温控仪显示温度和实际有差距!片材有小气泡产生的原因:PVC原料中水分过多,如在夏季的阴雨天,原料受潮,即可能水份在机筒中不能充分排出,受热膨胀,然后在片材中形成气泡!
吸塑PVC片材批发
搅拌均匀后(120℃),完成混合排料到冷却混合机中!在冷却混合机中搅拌冷却到40℃一下时,排料到挤出机加料斗中!挤出工序机筒温度110-140℃螺杆温度100-130℃该工序为主要塑化工序,必须保证塑化良好!较理想状态是长条状,若为团状发粘物则不利于排气,制品容易产生气泡!若带有粉料则给工序塑化带来困难容易出现晶点!二辊混炼温度170-190℃;辊隙2-4mm二辊到四辊机供料,料片应塑化良好,表面光亮不夹杂气泡.
PVC压延透明片是硬质PVC的主要品种之一,通常采用锥形双螺杆挤出生产,在生产过程常见遇见的问题是:气泡、晶点较多、片材颜色发黄等问题.颜色发黄问题产生的原因及解决措施有:PVC本身稳定差!如果是新换的PVC树脂厂家,可能是PVC本身稳定差,可以更改换PVC试一下。不过,即使是使用的一直用的品牌PVC,也有可能是PVC树脂本身造成的,因为即使同一厂家生产的PVC,不同批次的,质量也有可能会有差异.pvc树脂耐热性差,其熔度温度近于分解温度,因此要选择悬浮疏松型、白度高、黏度适当、粒径大小比较均匀、热稳定性好、平均分子量基本一致、易于塑化、成型时间短的树脂!

上海PC板厂_PC板哪家好相关-青岛协盛橡塑有限公司
PVDF板材,PVDF棒材,PP棒材,PP板材,PVC板材,PVC棒材哪里有?
安和达塑胶有卖专营进口尼龙板,尼龙棒,MC尼龙板,MC尼龙棒,PET板PET棒PETP板PETP棒,MC尼龙板,MC尼龙棒,PA6尼龙板,PA6尼龙棒,POM板,POM棒,德国盖尔CPVC板材,CPVC棒材,PVC棒,CPVC板,PVC板,PVC棒,德国新美乐PP板,台湾欣岱电木板等产品性能特点好价格便宜
安和达国内大型塑胶制品连锁企业进口国产都有库存充足
具体联系方式百度下:安和达塑胶制品有限公司
容易找.
安和达国内大型塑胶制品连锁企业进口国产都有库存充足
具体联系方式百度下:安和达塑胶制品有限公司
容易找.
硬质pvc片材微发泡怎样才能得到密致的泡孔?求大神解答
发泡调节剂
不是普通ACR。表面硬度可通过共挤面达到,泡孔硬度需要高分子树脂或交联等方法达到
详细的是要收费的
如何联系
不是普通ACR。表面硬度可通过共挤面达到,泡孔硬度需要高分子树脂或交联等方法达到
详细的是要收费的
如何联系
pvc 片材高温加热后为什么有味道?
一方面是PVC片材里面的加工助剂原料挥发产生气味,,另一方面是PVC本身经过加温后会老化过塑产生气味...
发光字制作第一点:设计图,根据客户的要求设计一定的图。例如门头是5.6米x2.3米的,我们在电脑里面设计好版面。客户如果需要的是几个字,我们把字给设计好。版面排好即可,这是简单的设计。双击文字图层设置图层样式:渐变、描边,外发光。如果来设计发光字效果图呢?要在楼宇顶层安装发光字,但要先设计出来,怎样在PS中设计出比较有立体感的发光字,要看得出效果来。(第一步:首先新建一个前景为白色,背景为黑色的文档,输入文字。第二步:将文字删格化,ctrl+T自由变换,调整到如图的效果,然后选择斜面浮雕,默认值即可!第三步:然后再新建一层,与文字层合并,选择滤镜-模糊-高斯模糊,模糊半径调的小点第四步:接下来按住ALT键,不停的按方向键↑上,调整曲线,效果基本就出来了隐藏背景层-合并所见图层-在显示背景层:复制合并后的图层(按住ALT,在图上用鼠标拖动),将图片移动到如图所示位置(红线处,前后对齐)。第五步:调整图层透明度-给图层1副本蒙版,切换到橡皮工具,擦掉多余的部分,一个简单的立体字效果就出来了。第二点:更改方案,客户确定,确定工期,价格。签订合同。这个部分需要客户朋友们与我们公司的工作人员进行详细的方案沟通,确定方案效果以便达到好的效果出来。沟通细节等等以便后期造成不便。以合同形式约束双双减少后期不必要的纠纷!这一个环节也是大型户外广告制作中很重要的一个项目。第三点:发光字制作前的准备工作,根据设计的效果图,我们在电脑里排好版,根据设计的图备好使用的材质,在仓库中备好需要使用的材质。以及在制作中需要用到的工序,雕刻机器,吸塑机器,模具制作材质等等环节都是需要做好准备工作。“有备而来”工作起来才能够更加的得心应手!第四点:发光字制作环节。如何来制作的呢?根据要求来制作不同的发光字,外露的发光字需要冲孔,焊接,折弯。具体的工序是(在铁皮板上锯下字的轮廓,固定到合适的位置,用电钻钻孔:5MM或9毫米,间距根据外招牌制作安装的高度和制作成本而定的,一般LED中心间距为:10--30毫米,间距越小,效果越好,成本越高把钻好孔的字形反面用铁皮边条围边,焊牢。③打磨、烤漆处理。把七颗led灯珠用电阻、电线串联焊接起来,制作成LED灯串。并且在每串的正、负极端预留足够的接线。插灯:在钻好的铁皮字孔中逐一插灯。注意每串灯的正、负极的接线尽量留到一块,以方便连接到电源。接线:把每串灯的正极接线用一根红色长电线并联焊接,负极接线用一根黑色长电线并联焊接。把红色电线连接到led专用24v电源的正极,黑色电线连接到led专用24v电源的负极(正、负极不能接反)。封胶把LED固定到铁皮上。)。亚克力发光字我们听过都是需要吸塑的,雕刻的呀,具体的亚克力发光字制作方法是(把面板与字的模具分别做出来,修整好,然后把字的阳模定在面板模具的适当位置,字的阴模与阳模一样处理光滑、均匀,正常的吸压方法,用字的阳模和面板的阴模去压一块亚克力板。把整体面板分成上、下、左、右若干块来做,但要注意的是分割面板时,尽量把字分割在整面板上,这涉及事后字的粘贴和镂空问题)第五点:发光字出厂前的检测工作,再灯使用前都是要求试灯的。再光源安装完会检测光源的亮度,以确定效果。外露发光字检测是否有不亮的光源,如果有不亮或者是亮的效果不好的应该及时的换掉。不锈钢发光字以及亚克力发光字光源有损害的话需要及时的更换以便达到最好的效果出厂。出厂前光源检测也是一项很重要的工作。第六点:安装,发光字的安装方法,我们之前也都是讲到了很多,有各种安装的方法,常见的就是暗码式安装,这样不会影响整体的效果。很多门头安装是需要手脚架来借助的,根据头的大小搭好手脚架,根据效果图安装位置。门头安装一般都是1-2天可以完工,根据工程的大小,安装的时间也是不同的。楼顶以及墙体上的广告字安装就需要的时间比较的多,要求也是比较的多的。楼顶以及墙体广告字都是需要背用钢架以及主体钢架来支撑的。第七点:后期的管理以及维护工作。融艺广告对于本公司制作过的门头工程,楼顶发光字工程,以及户外广告工程,均质保一年,在一年内出现任何问题我公司在48小时内给予解决。只需要您一个电话,我们将派维修人员到现场维修。
供应商信息