- 公司名称:山西捷特锐新型材料科技有限公司
- 联系人:杨洁
- 手机:15934320650
- 公司地址:山西省太原市晋源区南中环西街MOMA当代广场2号楼2112室
截齿底坐
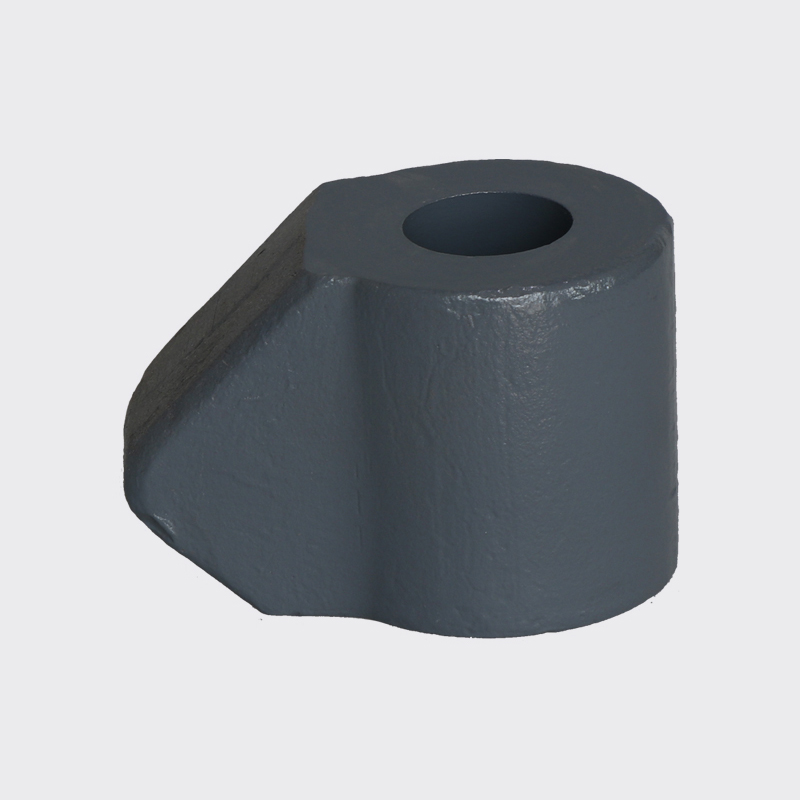
- 产品名称:捷特锐截齿底坐怎么样_新型截齿底坐是什么材质的_山西捷特锐新型材料科技有限公司
- 产品价格:99.00
- 产品数量:99
- 保质/修期:99
- 保质/修期单位:年
- 更新日期:2024-04-01
产品说明
钻头材料的选取根据材料的加工特性,要求钻头具有以下特点:钻头的硬度要大于被加工工件的硬度;由于钻头在加工工件时承受着很大的扭转力和轴向力,因此要具有足够的强度和韧性;由于被加工材料韧性好,要求切削时刀刃要足够锋利,因此刀具材料要具有足够的抗磨损能力,这样才能减少加工硬化;由于该工件化学特性要高,因此要求刀具材料和钛合金亲和力要差,以免行程扩散而造成粘刀、断钻现象.目前,适用于做刀具的材料种类繁多多样,包括工具钢、硬质合金、超硬材料等!
-35CrMnSi材质刀体的常规热处理工艺为:880℃油淬380~430℃回火!有条件的制造厂家也可选择880℃加热保温280~320℃等温淬火,然后采用空冷的热处理工艺!-Si-Mn-Mo系准贝氏体钢则采用880℃正火回火的热处理工艺!经过热处理后,可以获得由贝氏体、铁素体和残留奥氏体组成的准贝氏体组织结构,具备可靠的强韧性和耐磨性。常用于截齿刀体的材质包括:在切割煤岩时遭受高周期性压应力、切应力和冲击负荷的复杂工况下,截齿需要具备耐磨和良好的耐冲击性能.
山西捷特锐新型材料科技有限公司是一家专注工程机械配件的企业,在截齿底坐领域深耕十几年,对于截齿底坐,有着敏锐的市场嗅觉,丰富的优化经验,扎实的技术团队。秉承互利互惠,合作双赢的理念,坚持客户至上,信誉的原则。致力于从多渠道,多方位,多平台为客户提供的截齿底坐服务,并受到了客户的一致好评。
截齿质量关系到矿山开采的效率,无论是截齿生产厂家还是使用者,都应该会分辨截齿质量,这样才能为您带去好的效益!良好的的生产工艺可以显著延长截齿的使用寿命,有助于矿山工作人员更好地开展采矿工作!由于截齿在采矿过程中往往承受严重磨损,需要频繁更换,因此降低截齿更换率可以帮助矿山节省资金,选择合适的产品至关重要!在截齿的生产过程中,采用不同的生产工艺将产生多种不同效果!就煤截齿焊接设备而言,采用了截齿的焊淬一体化处理工艺:通过功率为200kw的中频炉、频率2-8KHZ对煤截齿进行硬质合金头部焊接,同时对齿根和齿座进行淬火处理!
高品质捷特锐截齿底坐怎么样
捷特锐截齿产业网平台入驻_数字截齿产业网合作_山西捷特锐新型材料科技有限公司
捷特锐截齿底坐怎么样
山西捷特锐新型材料科技有限公司山西捷特锐新型材料,我们巍峨耸立于山西省太原市晋源区南中环西街MOMA当代广场2号楼2112室,我们在这里等待您的到来。 也可以通过电话联系: 联系方式:15934320650 联系人:洁 致电我们,有意向不到的惊喜!
正宗捷特锐截齿底坐怎么样
因此,通常采用低合金结构钢制造截齿刀体!-[42CrMo钢]具有高强度、高淬透性、良好韧性、小淬火变形以及在高温下表现不错的特点.该钢种经过热处理后,具备较高的疲劳极限和多次冲击抗力,同时低温冲击韧性良好.-[35CrMnSi钢]也是一种淬透性较好的材质,在适当热处理后能够获得较高的综合力学性能,包括强度、硬度、韧性和疲劳强度,适应各种采煤生产复杂工况!-[Si-Mn-Mo系准贝氏体钢]是一种新型截齿刀体材料,经国内科研单位设计。
这项技术具有广泛的推广和应用价值!厂家提供的售后服务包括:一年内免费维修,终身维护;提供技术支持,并根据客户需求配备感应加热器;送货上门,免费安装调试,并可根据客户要求配置冷却系统!目前车间内所加工的产品为HOWO被动锥齿轮,具有16个φ17的通孔,其材料为SAE8822H!该产品原材料硬度在HB165-190,由于含有一定成分的Ni元素,造成粘性较大!针对该工件的特性,选取合适的钻头,优化切削参数,提高加工效率成为当务之急! 记者:大家都知道,在“3·11”大地震发生以后,核电事故在日本引起了大范围的电荒,恐怕最近在当地人们的日常生活当中听到最多的一个词就是“节电”。在本届展会上,“如何来有效利用有效的资源能源”自然也就成为了一大主题,像各种高效节能型电器便吸引了不少的眼球。而更为人瞩目的是,在日本的一些IT家电龙头企业的展台上的“智能住宅”。所谓“智能住宅”,就是把家里的电器用一个统一的网络系统来进行管理,使住宅内的所有家电的电力消耗一览无余,并通过太阳能发电最大限度地节省生活用电。
供应商信息
山西捷特锐新型材料科技有限公司
其他行业专用设备
公司地址:山西省太原市晋源区南中环西街MOMA当代广场2号楼2112室
企业信息
联系人:杨洁
手机:15934320650
注册时间: 2021-06-28
其他行业专用设备
公司地址:山西省太原市晋源区南中环西街MOMA当代广场2号楼2112室
企业信息
联系人:杨洁
手机:15934320650
注册时间: 2021-06-28