欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
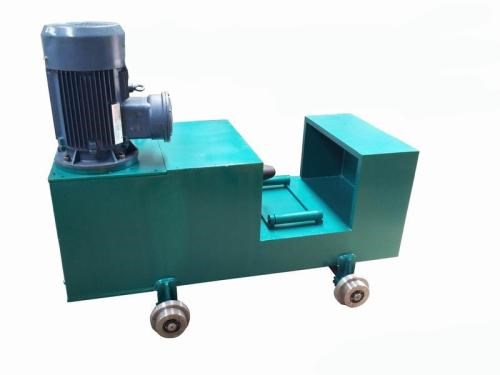
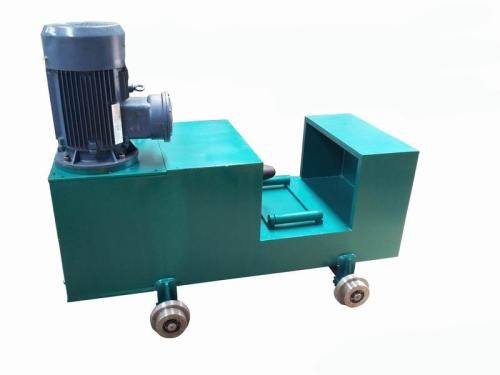
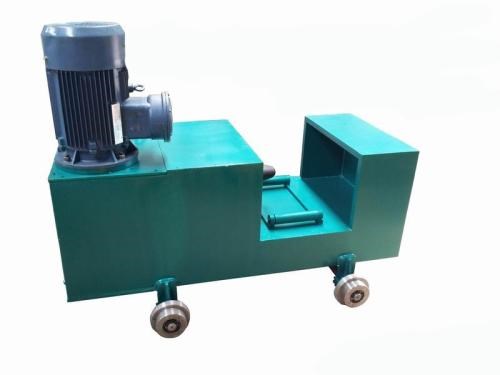
U型钢校直机

- 产品名称:洛阳u型钢校直机厂家_u型钢校直机厂家批发-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-16
产品说明
液压校直机有以下优点:1、液压校直机的控制系统采用的是手动附电动操作形式.2、液压校直机液压系统采用超高压手动泵站及电动泵站!3、液压校直机的工作压力、行程均可在规定的范围内根据工艺需要进行调整,并能完成定成工艺方式!液压校直机有以下优点:1、液压校直机的控制系统采用的是手动附电动操作形式!2、液压校直机液压系统采用超高压手动泵站及电动泵站!3、液压校直机的工作压力、行程均可在规定的范围内根据工艺需要进行调整,并能完成定成工艺方式!

煤矿井下、井上整形校直9#-12#矿工钢、轨道、25U-36UU型钢加工拱形支架的理想设备—液压校直机、液压机、多功能液压整形机!卧式YZ2-800、YZ3-1000、YZ4-1500、YZ5-2600液压整形机用于煤矿不同规格的U型钢、工字钢、梁柱和轨道的调直整形更换不同的模具可用于不同规格的工字钢、U型钢加工制作拱形支架.本机采用液压传动方式,具有防爆、可移动使用、操作灵活、可在井下直接使用等特点!
我们推荐洛阳u型钢校直机厂家
高品质洛阳u型钢校直机厂家
公司是一家以其他行业专用设备为主的企业,主打u型钢校直机,更多产品详详情请拨打电话:15893039168文华 或到访博爱县产业集聚区(兴园路南段)。焦作欣扬程煤矿设备有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
U型钢液压校直机的用途特点?液压校直机采用液压传动方式,可移动使用、操作活、可在井下直接是有等特点,大大减少工字钢、U型钢升井修复和下井神华复机械用的运力和费用,减少了运输过程中的不安全因素,提高了矿井的生产能力和经济效益.该机放在地面车间,可批量加工、校直、制作拱形支架.因此,该机是煤矿用于井上、井下整修工字钢、U型钢、梁柱的设备.采购了解U型钢液压校直机,校直油压机咨询液压校直机用途:液压校直机主要用于煤矿不同规格的U型钢、工字钢、梁柱和轨道的调直整形,更换不同的模具可用于不同规格的工字钢、U型钢加工制作拱形支架!
液压校直机有以下优点:1、液压校直机的控制系统采用的是手动附电动操作形式!2、液压校直机液压系统采用超高压手动泵站及电动泵站!3、液压校直机的工作压力、行程均可在规定的范围内根据工艺需要进行调整,并能完成定成工艺方式。液压校直机有以下优点:1、液压校直机的控制系统采用的是手动附电动操作形式.2、液压校直机液压系统采用超高压手动泵站及电动泵站.3、液压校直机的工作压力、行程均可在规定的范围内根据工艺需要进行调整,并能完成定成工艺方式!
总的来说,就是液压校直机的运行速度只与流量有关,换句话说就是流量大了,速度就快,流量小了,速度就慢液压校直机采用液压传动方式,具有防爆、体积小、结构紧凑,可移动使用、操作灵活、可在井下直接使用等特点.液压校直机大大减少工字钢、U型钢升井修复和下井复用的运力和费用,液压校直机减少了运输过程中的不安全因素,且其价格只有同价格立式压力机的三份之一!煤矿维修车间如果配备本产品,可拆卸修复校直各种设备,液压校直机不但减轻工人的劳动强度,液压校直机还大大提高维修车间的生产效率,深受用户好评!
大大减少工字钢、U型钢升井修复和下井复用的运力和费用,减少了运输过程中的不安全因素,提高了矿井的生产能力和经济效益.立式DYZ4-1000、DYZ4-1500型立式液压机适用制作各种卡具和对轴套类零件进行压装、校直更换不同的模具可用于U型钢制作拱型支架和煤矿井下用工字钢、U型钢发生变形扭曲后的校直.液压系统选配国产液压元件,工作安全可靠,操作维修简便!还可根据用户的要求设计订做!主营产品:液压校直机、多功能液压整形机、液压机、卧式矿工钢校直机、液压校直机厂家、求购液压校直机、求购卧式U型钢校直机、压机、河南校直机厂家、生产液压校直机、生产YZ5-2300型多功能液压整形机、供应U型钢拱形支架整形机、生产矫直机、U型钢弯曲机、焦作液压机、矿用液压校直机、购买调直机直机、购买压力机、U型钢成型机厂家、工字钢弯曲机设备、煤矿专用设备厂家、矿用设备厂家、液压机生产厂家;29U型钢整形机、36U型钢弯拱机厂家,轨道矫直机!
C型钢机有哪些性能?
C型钢机性能如下:一、安装快捷:该复合板自重轻,拼接式安装及可随意切割的特点,决定其安装的简便,可大大进步效益,节省工期。二、高强度:采用高强度钢板为基材(抗张拉强度5600KG/CM)再加上提高前辈设计与滚压成型,具有的结构特性。三、防火:彩色复合夹芯板的面质材料及保温材料为非燃材料,能够知足防火规范要求。四、美观:压型钢板清楚的线条多达几十余种的颜色,可配合任何风格建筑物的需求,达到令人满足的效果。五、耐久:多种显示,及40年以上广泛使用证明,经特别涂层处理的彩色钢板保质期在10-15年,以后每隔10年喷防腐涂料,板材寿命可达35年以上。超越C型钢机自动堵截,自动冲孔。其产品形状美观、结构公道、瓦型漂亮而受到彩钢制品界的一致赞誉。
自动校直机的工作原理是什么?
自动轧管机的工作原理将毛管(见管坯穿孔)在二辊式轧机的圆轧槽和顶头之间包含的孔型内纵轧伸延到相似成品管壁厚的工艺,是毛管轧制主要方法之一。由于轧后的管子靠折返辊自动带回,故称作自动轧管(见图)。毛管在自动轧管机上一般轧制两道,变形主要由*道已完成,第二道起均壁起到。轧第二道之前需将管子旋转90。。自动轧管机的仅次于伸延系数为2.3。
是自动轧管机的工作原理是:穿孔后的毛管管壁很厚,表面极不平坦,有显著的的螺旋棱纹,必须进一步加工。轧管是对管壁再加工的主要工序。自动轧管机是过去广泛使用的轧管设备。利用纵轧的方法,在椭圆形孔型中对毛管展开轧制,其变形过程是在孔型和顶头包含的环形空间内已完成。其轧管的过程是:穿孔后的毛管沿着斜条坠下下来,自动轧管机的上下工作辊及再来送辊掉落。为除去氧化铁皮和起一定的润滑剂起到必须向毛管内抛撒工业...
是自动轧管机的工作原理是:穿孔后的毛管管壁很厚,表面极不平坦,有显著的的螺旋棱纹,必须进一步加工。轧管是对管壁再加工的主要工序。自动轧管机是过去广泛使用的轧管设备。利用纵轧的方法,在椭圆形孔型中对毛管展开轧制,其变形过程是在孔型和顶头包含的环形空间内已完成。其轧管的过程是:穿孔后的毛管沿着斜条坠下下来,自动轧管机的上下工作辊及再来送辊掉落。为除去氧化铁皮和起一定的润滑剂起到必须向毛管内抛撒工业食盐。然后在推钢机的协助下将毛管送到轧辊,上轧辊和自动轧管机上轧制2~3道次。为了使壁厚均匀分布,增加外圆的椭圆度,在轧制第2道之前必须翻钢管90度。然后撒盐和替换顶头,一般第二道顶头直径比*道顶头直径大1~2mm。*后下起上轧动轧管机轧制经轧管机。经轧管机轧制后的钢管,自动回到到自动轧管机前台,翻上斜条架送到均整机。
是自动轧管机的工作原理是:穿孔后的毛管管壁很厚,表面极不平坦,有显著的的螺旋棱纹,必须进一步加工。轧管是对管壁再加工的主要工序。自动轧管机是过去广泛使用的轧管设备。利用纵轧的方法,在椭圆形孔型中对毛管展开轧制,其变形过程是在孔型和顶头包含的环形空间内已完成。其轧管的过程是:穿孔后的毛管沿着斜条坠下下来,自动轧管机的上下工作辊及再来送辊掉落。为除去氧化铁皮和起一定的润滑剂起到必须向毛管内抛撒工业...
是自动轧管机的工作原理是:穿孔后的毛管管壁很厚,表面极不平坦,有显著的的螺旋棱纹,必须进一步加工。轧管是对管壁再加工的主要工序。自动轧管机是过去广泛使用的轧管设备。利用纵轧的方法,在椭圆形孔型中对毛管展开轧制,其变形过程是在孔型和顶头包含的环形空间内已完成。其轧管的过程是:穿孔后的毛管沿着斜条坠下下来,自动轧管机的上下工作辊及再来送辊掉落。为除去氧化铁皮和起一定的润滑剂起到必须向毛管内抛撒工业食盐。然后在推钢机的协助下将毛管送到轧辊,上轧辊和自动轧管机上轧制2~3道次。为了使壁厚均匀分布,增加外圆的椭圆度,在轧制第2道之前必须翻钢管90度。然后撒盐和替换顶头,一般第二道顶头直径比*道顶头直径大1~2mm。*后下起上轧动轧管机轧制经轧管机。经轧管机轧制后的钢管,自动回到到自动轧管机前台,翻上斜条架送到均整机。
第十届中国国际装备制造业博览会是中国制博会历史上规模最大的一届展会,展出面积10万平米,展馆从原有的6个馆扩大到8个馆,本届展会将设置机床、工业自动化、环保与能源、通用设备、轨道技术装备和工程机械等专业展区。共有来自美国、英国、德国、西班牙、意大利、瑞典、瑞士、比利时、日本、韩国和我国台湾、香港等16个国家和地区,以及国内25个省市自治区的960家企业和11个展团报名参展,参展展位4260个。本届制博会盛况空前,有超过1000家企业参展,其中,世界500强和跨国公司超过50家,外商参展比例达到30%。将有超过10万人次的专业用户到场参观。
供应商信息