欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
液压校直机

- 产品名称:鹤壁液压校直机价格_液压校直机相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-16
产品说明
在机械行业,单柱液压机应用颇多,由于它的外形大方美观、操作简便快捷,所以在非金属材料和金属材料的加工和轴套类零件的校正压装方面具有独特的优势.那么单柱液压机的操作需要注意哪些事项呢?(1)单柱液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。(2)单柱液压机作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物!(3)单柱液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上!
必须结合具体情况进行分析,但归纳起来主要有以下几个方面!(1)设计方面的原因。结构尺寸设计不合理,如法兰高度太小或法兰外径过大,使综合应过高而损坏!(2)加工制造方面的原因.(3)安装使用方面的原因。影响液压缸工作寿命的因素是多方面的.必须结合具体情况进行分析,但归纳起来主要有以下几个方面!(1)设计方面的原因!结构尺寸设计不合理,如法兰高度太小或法兰外径过大,使综合应过高而损坏.(2)加工制造方面的原因!

开封u型钢校直机厂家_u型钢校直机-焦作欣扬程煤矿设备有限公司
鹤壁液压校直机价格
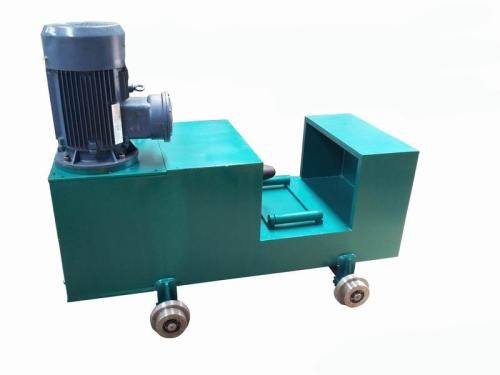
液压校直机参数:型号YJZ-800YJZ-1000YJZ-1500参数项目额定工作推力KN8008001500工作缸大行程mm420420420电动机功率KW7。51118工字钢:9#-11#9#-12#9#-12#外型尺寸(长×宽×高)mm2028×820×12602028×900×13802028×950×1442设备自重Kg210023802860轨距mm600或900600或900600或900无锡市杰成液压机械制造厂,座落于风景秀丽的太湖之滨、长江三角洲上的江南名城—无锡市前洲镇。
同时满足客户提出的各种非标要求!单柱液压机的工作缸负荷重,工作频繁,往往由于设计,制造或使用不当,造成过早的损坏,因此我们就非常有必要了解它的损坏情况及原因!1、液压缸损坏部位及特点单柱液压机液压缸损坏的部位多数在法兰与缸壁连接的圆弧部分,其次在缸壁向缸底过渡的圆弧部分,少数在圆筒筒壁产生裂纹,也有因气蚀严重而破坏的!(1)缸筒筒壁!一般裂纹选出现于内壁,逐渐向外发展!列纹向外发展,裂纹多为纵向分布,或与缸壁母线成40度角。
正宗鹤壁液压校直机价格
(4)液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象!(5)装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压!(6)开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象!(7)调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产!(8)对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件!
(9)机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位.(10)严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业!(11)单柱液压机工作时周边不得抽烟、焊割、动火,不得存放易燃、易爆物品.做好防火措施!(12)单柱液压机工作完毕,应切断电源、将压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐。主要用于矿山U型钢工字钢、梁、柱的校直弯曲修理,液压校直机采用液压传动,具有防爆、体积小、结构紧凑,可移动使用等优点,液压校直机除具有修复变形的U型钢、工字钢梁、柱体的功能外,还可制作各种规则的U型钢和工字钢拱碹。
由于液压校直机具有移动性,而且电气部分采用防爆型,故本机可在井下直接作业,大大减少了U型钢、工字钢梁、柱升井修复和下井复用的动力和费用!减少了运输过程中的不安全因素。这一明显的经济效益和社会效益,看得见,摸得着,同时,液压校直机具有替代立式固定压力机的趋势,且其价格只有同价格立式压力机的三份之一.煤矿维修车间如果配备本产品,可拆卸修复校直各种设备,不但减轻工人的劳动强度,还大大提高维修车间的生产效率。
废旧锚杆调直机_自制锚杆调直机-焦作欣扬程煤矿设备有限公司
液压管压管机的你操作方法有哪些呢?
压管机的操作方法:1. 压管机初次使用时应空载扣压20~30次,观察各部位均正常后方可使用。2. 压管机在冬季使用时应空载扣压20~30次,以使油温增高一些。3. 按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。4. 把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部.长度。5. 按下扣压按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。6. ...
压管机的操作方法:1. 压管机初次使用时应空载扣压20~30次,观察各部位均正常后方可使用。2. 压管机在冬季使用时应空载扣压20~30次,以使油温增高一些。3. 按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。4. 把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部.长度。5. 按下扣压按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。6. 取出扣压好的胶管总成,用游标卡尺检测扣压后的接头外套外径尺寸,如与参数表不符应微调千分尺刻度,直到下一根胶管扣压符合要求为止。
压管机的操作方法:1. 压管机初次使用时应空载扣压20~30次,观察各部位均正常后方可使用。2. 压管机在冬季使用时应空载扣压20~30次,以使油温增高一些。3. 按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。4. 把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部.长度。5. 按下扣压按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。6. 取出扣压好的胶管总成,用游标卡尺检测扣压后的接头外套外径尺寸,如与参数表不符应微调千分尺刻度,直到下一根胶管扣压符合要求为止。
在详细了解富士康科技工业园A区的规划设计、产业布局、土地利用、基础设施建设等方面的情况后,张茂才指出,富士康科技工业园A区项目是我市对外开放、招商引资的重大成果,饱含着郭台铭先生心系家乡、报效家乡的拳拳赤子之心。项目的建设对于加快我市高新技术产业发展、加速科技创新和人才聚集、推进资源型城市的转型跨越发展,将发挥重要的示范引导作用。相关部门和建设单位要调动一切积极因素,主动服务、创新服务,全力以赴地做好项目的各项保障工作,确保项目尽快投产,全力建设全球重要的精密光机电产品基地和机器人制造基地;同时要牢固树立环保理念,在园区内广播绿、大栽树、栽大树,努力打造绿色生态园区。
供应商信息